Verbinden TMAX, Agent werden!
Verbinden TMAX, Agent werden!
Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Artikel-Nr.:
TMAX-YK-HJ-2103Zahlung:
L/C, T/T, Western Union, Credit Cards, PaypalProduktherkunft:
ChinaVerschiffungshafen:
Xiamen PortVorlaufzeit:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate
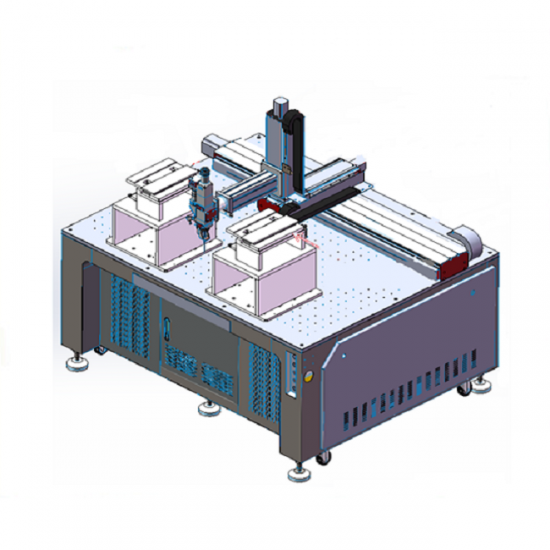
1ãAusrüstungsübersicht
Dieses Gerät wird zum Dichtungsschweißen und Flüssigkeitseinspritzlochschweißen von prismatischen Batterieoberdeckeln verwendet. Es handelt sich um ein halbautomatisches Gerät. Die obere Abdeckung des eingehenden Materials wurde manuell in die Aluminiumhülle eingeknickt. Ausgehend von der Dichtfläche der Batterie als oberer Bezugspunkt wird diese von der Oberkante der Bodenplatte der Zelle aus positioniert. Nach dem Laserschweißen wird es manuell geprüft und beurteilt. Dieses Gerät kann die Vorrichtung schnell wechseln und eignet sich zum Schweißen verschiedener Produktmodelle.
2ãGrundparameter
1. Ausrüstungszusammensetzung (Anzahl der Einzelsätze)
|
SN |
Artikel |
Menge |
Bemerkung |
|
1. |
Schweißlaser |
1Satz |
|
|
2. |
Schweißverbindung |
1Satz |
|
|
3. |
kühler |
1Satz |
|
|
4. |
Bewegungsmodul |
1Satz |
|
|
5. |
Servomotor |
1Satz |
|
|
6. |
Rahmen + Platte + Schild |
1Satz |
|
|
7. |
Beobachtung CCD+Anzeige |
1Satz |
|
|
8. |
Industriestaubsammler |
1set |
|
|
9. |
Bewegungssteuerung der Schweißplattform |
1Satz |
|
|
10. |
Schweißsteuerungssoftware |
1Satz |
|
|
11. |
Laserwellenform-Steuerkarte |
1Satz |
|
|
12. |
IPC |
1Satz |
|
|
13. |
Fixture |
1Satz |
|
2. Stromversorgung konfigurieren
3 Phasen 380 Vï¼Spannungsschwankung beträgt weniger als ±10 %ï¼Leistungï¼8 KVAï¼
3. Druckluft
0,6~0,8MPa
4. Umweltanforderungen
Umgebungstemperatur 20ï½40âï¼relative Luftfeuchtigkeit 5ï½55ï¼HRï¼
3ãEingehende Parameter
|
SN |
Artikel |
Spezifikation |
Bemerkung |
|
1 |
Batteriegröße |
L 166mmï¼ T 22mmï¼ H 234mm |
Anpassung an die Größe des Kunden |
4ãProzessleistung
1. Hardware-Genauigkeit
|
SN |
Artikel |
Spezifikation |
Bemerkung |
|
1. |
Effektiver Arbeitsbereich der Werkbank |
L 300mmÃB 300mmÃH 200mm |
|
|
2. |
Wiederholte Positionierungsgenauigkeit der Laserschweißverbindung |
â¤Â±0,02mm |
|
|
3. |
Qualifizierter Tarif |
98,5 % |
|
|
4. |
Effizienz |
50-70mm/s |
|
|
5. |
Werkzeugaufnahme kann ausgetauscht werden |
|
|
|
6. |
Schweißmethode |
Vertikalschweißen und Seitenschweißen (entsprechende Vorrichtung erforderlich) |
|
|
7. |
Leistung der Laserschweißmaschine |
1000W |
|
|
8. |
Genauigkeit der Brennweiteneinstellung der Schweißverbindung |
0,02 mm |
|
|
9. |
Schweißparameter-Speicherfunktion, Umstellung von Produkten, die ohne erneute Programmierung durchgeführt wurden |
|
|
|
10. |
Ausgestattet mit Staub- und Rauchentfernungsfunktion |
|
|
|
11. |
Ausgestattet mit Schutztür und Sicherheitsgitter für sicheres Arbeiten |
|
|
|
12. |
Rauschen |
â¤75db |
|
|
13. |
Fehlerrate |
Ausfallrate = (Ausfall-Abschaltdauer / Gerätewartungsdauer) ï¼ 2 % |
|
2. Produktgenauigkeit
|
SN |
Artikel |
Standard |
|
1. |
Schweißbördelbreite |
ï¼0,3 mm |
|
2. |
Schweißnahtdurchdringung und -breite |
Penetration 0,5–1,4 mmï¼Schmelzbreite: 0,8–1,5 mmï¼ |
|
3. |
Schweißdruckfestigkeit (Zugfestigkeit) |
Spannungsfestigkeitï¼1,1 MPa |
|
4. |
Aussehen und Schweißqualität |
Nach dem Schweißen muss die Schweißnaht frei von Mängeln wie Grübchen, gebrochenen Schweißnähten, Fehlausrichtungen und Explosionsstellen sein und die Schweißnaht muss glatt und flach sein, was keine ernsthafte Verformung der Schale verursacht. Nach dem Schweißen befindet sich keine Schweißschlacke im Gehäuse und der Laser verbrennt nicht die Membran und das Hochtemperaturband im Inneren des Gehäuses |
5ãKonfiguration der Hauptkomponenten
Ausrüstungszusammensetzung:
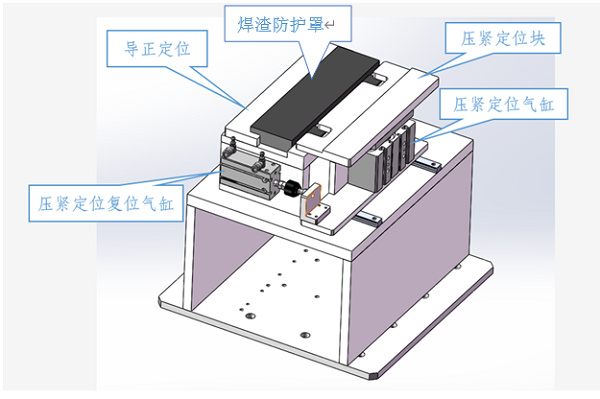
1. Batterieklemmenteil zum Schweißen der oberen Abdeckung
|
SN |
Beschreibung |
Bemerkung |
|
1. |
Manuelle Zuführung, wobei die Dichtfläche des Elektrokerns als Bezugspunkt dient und von der Unterseite des Elektrokerns angehoben wird, um die Konsistenz des oberen Bezugspunkts sicherzustellen; Der Zylinder auf der langen Seite ist verriegelt, der Zylinder auf der kurzen Seite ist verriegelt, der obere Referenzzylinder ist entriegelt und das untere Ende der Vorrichtung verfügt über einen Federpositionierungsmechanismus. Die Feder wird elastisch verformt, um sicherzustellen, dass die Zellhülle bei der präzisen Positionierung nicht zerkratzt wird; |
|
|
2. |
Schweißen Sie zuerst die Abdeckplatte und das Gehäuse vor und schweißen Sie sie dann vollständig, nachdem Sie die Position fixiert haben. |
|
|
3. |
Der Klemmteil hat keinen vollständigen Kontakt mit der Zelle und die Mitte ist ausgehöhlt, um einen übermäßigen Extrusionsdruck auf die Zelle zu verhindern. Manuelle Entnahme: Wenn sich die Batterie in die Entnahmeposition bewegt, entriegelt sich der Batteriezylinder, die Batteriezelle springt heraus und das Material wird manuell entnommen. Die kurze Seite wird durch einen rotierenden Zylinder festgeklemmt, und der elektrische Kern wird von der Seite platziert und entnommen, was bequem zu bedienen ist. |
|
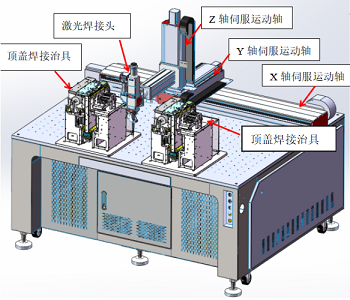
2.Dreiachsige Schweißplattform
|
SN |
Beschreibung |
Bemerkung |
|
1. |
Der Laserausgabekopf wird von einem dreiachsigen hochpräzisen mechanischen Modul angetrieben, um die Genauigkeit der Hardware sicherzustellen; Verwendung eines hochpräzisen Algorithmus und Controllers, genaue Laseranregungsleistung und -pfad; Drücken Sie den Montagemechanismus vor dem Schweißen nach oben und schweißen Sie dann die obere Abdeckung vollständig, um die Produktqualifizierungsrate sicherzustellen. Das Abgasrohr und der Filter müssen aus feuerhemmenden Materialien bestehen und die Verbindungsteile müssen mit Stahlringen verbunden sein. |
|
3.Rahmenabdeckung und Mensch-Maschine-Schnittstelle
|
SN |
Beschreibung |
Bemerkung |
|
|
Die obere Abdeckung des Geräts besteht aus Blech und hellbraunen Acrylplatten, und Sicherheitsgitter sind installiert, um die Sicherheit der Bediener zu gewährleisten. Die Mensch-Maschine-Schnittstelle der Geräte ist entsprechend der bestehenden Unternehmensstruktur gestaltet und die Schweißparameter sind visuell und nachvollziehbar. |
|
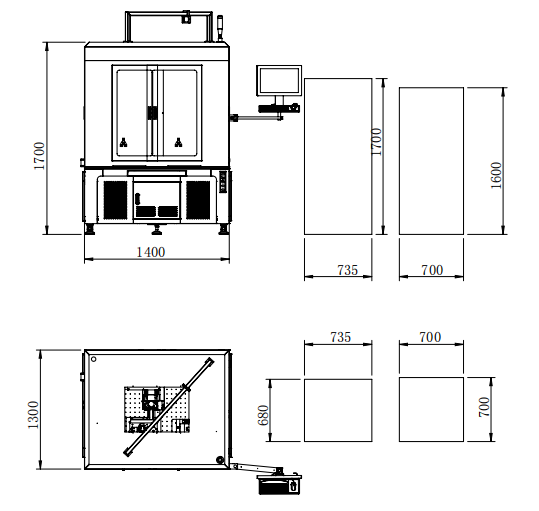
4.Drei Ansichtsteile der Ausrüstung
5ãAnforderungen an die Gerätekapazität
|
SN |
Artikel |
Index |
Bemerkung |
|
1. |
Zeiteffizienz = Tatsächliche Betriebszeit: Ladezeit - geplante Ausfallzeit (Ausfall, Materialwechsel) Ladezeit: Produktionsstunden – geplante Ausfallzeit Produktionsstunden: Normalarbeitszeit Geplante Ausfallzeit: morgens und abends, Ruhe, Stichprobe, Reinigung usw. |
â¥99,00 % |
|
|
2. |
Leistungsverbesserung= Theoretisches Tempo: theoretische Produktionszeit eines einzelnen Produkts |
100 % |
|
|
3. |
Produktqualifizierungsrate= Behobener Verlust: Bandspleißen, Spulenwechsel usw. |
â¥99,50 % |
|
|
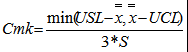
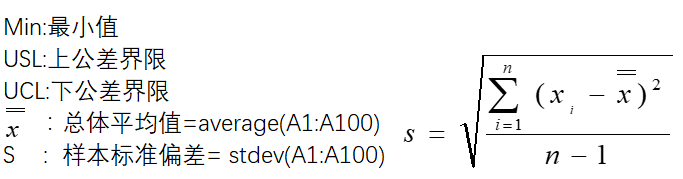
4. |
CMK Gerätekapazitätsindex Der CMK-Index berücksichtigt nur kurzfristige Streuungen und betont den Einfluss von Ausrüstungsfaktoren auf die Produktqualität. Testanforderungen: Die extrahierten Daten sind kontinuierlich; Es wird davon ausgegangen, dass Bediener, Messwerkzeuge und Rohstoffe nicht beeinträchtigt werden; Berücksichtigen Sie nur den Einfluss eines einzelnen Faktors der Ausrüstung. (das heißt, der Bediener muss qualifiziert und kompetent sein; die Messwerkzeuge müssen den Anforderungen entsprechen und kalibriert sein; die gleiche Materialcharge muss vorhanden sein; und die Prüfer müssen die Anforderungen erfüllen.) Im Allgemeinen werden 10 Gruppen von 100 Proben innerhalb von etwa einer Stunde, nachdem die Produktion der Maschine stabil ist, zur Messung entnommen.
|
â¥1,67 |
|
|
5. |
Gerätebetriebsplan |
300 Tag/Jahr,2 Schichten,ï¼11,5ï¼H / shift |
|
|
6. |
Gerätelebensdauer |
10 Jahre |
|
|
7. |
Operator |
|
|
|
8. |
Gerätelärm |
â¤75dB |
|
6ãMarke der Komponenten und Ersatzteile
|
SN |
Name |
Marke |
Bemerkung |
|
1 |
Schweißlaser |
TMAX |
|
|
2 |
Schweißkopf |
TMAX |
|
|
3 |
Kühlwassermaschine |
Dongluyang |
|
|
4 |
Bewegungsmodul |
Shangyin |
|
|
5 |
Servomotor |
Panasonic |
|
|
6 |
Rahmen + Platte + Schild |
angepasst |
|
|
7 |
Beobachten Sie die CCD+ Anzeige |
angepasst |
|
|
8 |
Staubsammler |
foxconn |
|
|
9 |
Bewegungssteuerung der Schweißplattform |
angepasst |
|
|
10 |
Schweißsteuerungssoftware |
|
|
|
11 |
Laserwellenform-Steuerkarte |
angepasst |
|
|
12 |
IPC |
Advantech / Lenovo |
|
|
13 |
Fixture |
angepasst |
|
7ãProduktbilder










1 Standard-Exportpaket: Interner Antikollisionsschutz, externe Export-Holzkistenverpackung.
2 Versand per Express, auf dem Luftweg, auf dem Seeweg entsprechend den Anforderungen der Kunden, um den am besten geeigneten Weg zu finden.
3 Wir sind für den Schaden während des Versandvorgangs verantwortlich und tauschen den beschädigten Teil kostenlos für Sie aus.

Vorherige :
Hochpräzise automatische Stapelmaschine für die Herstellung prismatischer ZellenNächste :
Wärmewalzenpresse-Maschinen-Kalendermaschine für Lithium-Zellen-ProduktionslinieKategorien

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588
Bei Fragen zu unseren Produkten oder zur Preisliste wenden Sie sich bitte an uns. Wir werden uns innerhalb von 24 Stunden mit Ihnen in Verbindung setzen.
© Copyright: 2026 Xiamen Tmax Battery Equipments Limited Alle Rechte vorbehalten.

IPv6 Netzwerk unterstützt