Verbinden TMAX, Agent werden!
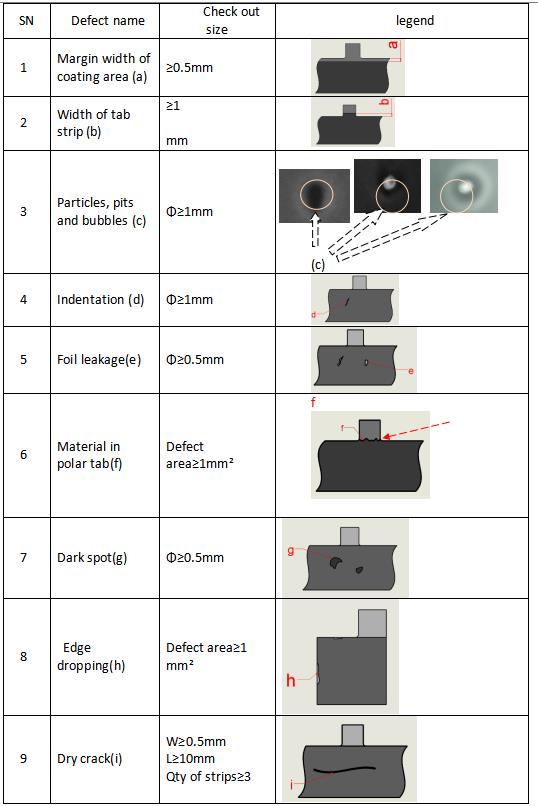
Verbinden TMAX, Agent werden!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Artikel-Nr.:
TMAX-YK-DP400-L01BZahlung:
L/C, T/T, Western Union, Credit Cards, PaypalProduktherkunft:
ChinaVerschiffungshafen:
Xiamen PortVorlaufzeit:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate
1ã Geräteeinführung
1. Gerätefunktionen
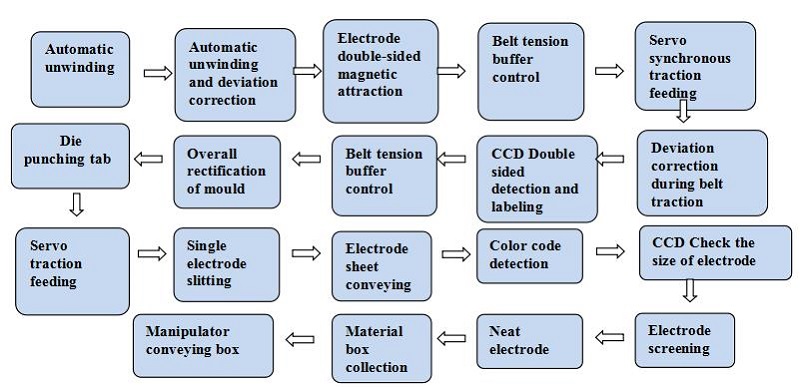
* Abwickelfunktion (es werden zwei Abwickelmechanismen verwendet, und der Servomotor steuert unabhängig das automatische Abwickeln);
* Abweichungskorrekturfunktion (korrigiert die Abweichung des Abwickelmechanismus und der Elektrode beim Transport vor dem Stanzen);
*System zur Steuerung der Riemenspannung (die Riemenspannung wird unabhängig voneinander durch zwei Puffermodi gesteuert, wodurch das Zittern des Riemens beim Stanzen hoher Stanzgeschwindigkeiten reduziert werden kann);
* Die konkav-konvexe Matrize aus Metall wird verwendet, um die Formung des Polohrs abzuschließen (es wird eine Matrize aus Wolframstahl verwendet, mit hoher Lebensdauer und kleinem Stanzgrat);
* Staubentfernung von Geräterollen (Staubaufnahme von Zugrollen);
* vor dem Stanzen die Elektrode wird gebürstet und abgesaugt;
* Einzelspan-Schneidfunktion (für den vollständigen Schnitt wird eine servogesteuerte Kurbelwellenantriebsstruktur verwendet, eine Wolframstahlform wird verwendet, mit hoher Lebensdauer und kleinem Stanzgrat);
* einzelne Elektrode Förderfunktion (drei Vakuumbänder werden zum Transport der Elektrode verwendet, Staubentfernung auf beiden Seiten der Elektrode und Abschirmung fehlerhafter Produkte werden während des Förderprozesses durchgeführt);
* Staubentfernung auf beiden Seiten der Elektrode (Staubsammlung mit Wollfilz und Unterdruck standardmäßig; berührungsloses elektrostatisches Staubentfernungsgerät ist vorbehalten). Diese Staubentfernungsmethode ist optional;
*doppelte CCD-Erkennung und Kennzeichnung von Oberflächendefekten der Elektrode (CCD erkennt beide Seiten der Elektrode)., die Etikettiermaschine etikettiert die unqualifizierten Produkte nach der Erkennung und zieht diesen Abschnitt durch, wenn das Polohr gebildet wird; Das Gerät verfügt standardmäßig nicht über diese Funktion und die Installationsposition ist reserviert.) Diese Funktion ist optional;
l Farbcode-Erkennung fehlerhafter Produkte (die Messelektrode weist ein fehlerhaftes Etikett auf und das Elektrodengerät filtert fehlerhafte Produkte automatisch aus);
*einzelne Elektrodengröße CCD-Erkennung (für jede Elektrodengröße Gesamtgrößenerkennung filtert das Gerät automatisch fehlerhafte Produkte aus);
* Elektroden Sammelfunktion (Elektroden Zählfunktion ist in der Materialbox installiert, mit der Funktion zum Sortieren von Elektrodens und der Elektrodens sind ordentlich in der Materialbox untergebracht);
*die Patronenhülsenumwandlungs- und Förderfunktion (die Patrone wird auf dem Drehtisch installiert und die Patronenhülse wird automatisch umgewandelt; der Manipulator extrahiert die Patronenhülse und verbindet die Materialleitung). Die Patronenhülse kann mit der Laminiermaschine geteilt werden;
2. Geräteprinzip
Das Prinzip der kontinuierlichen Zufuhr der Polspule, der Steuerung der Stanzung und des Polimpulses durch den Modus der elektronischen Nocke und der Steuerung ungleicher Abstände durch Servoantrieb.
3. Geräteaktionsprozess
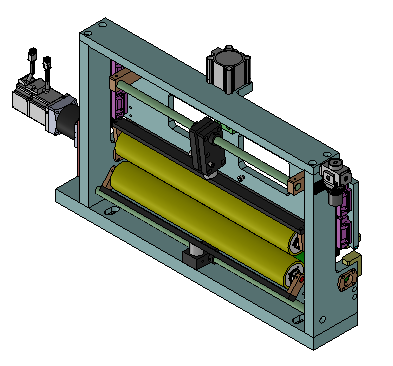
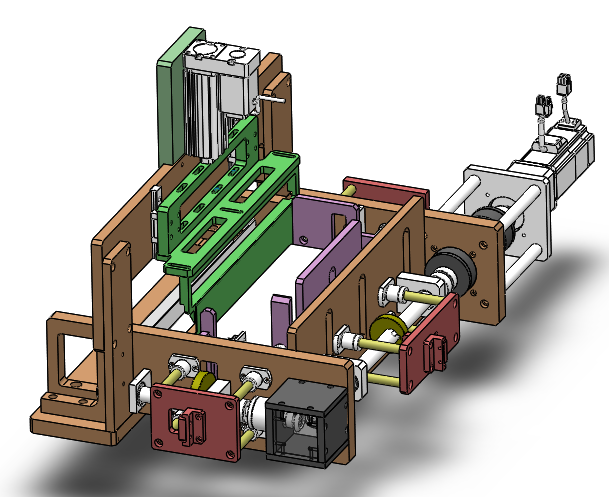
4. Gesamtstruktur
1) Größeï¼4200mm Lï¼Bï¼1 280mmï¼Hï¼2050mmã
2) Gewichtï¼1,85T
3) Gesamtstrukturdiagramm
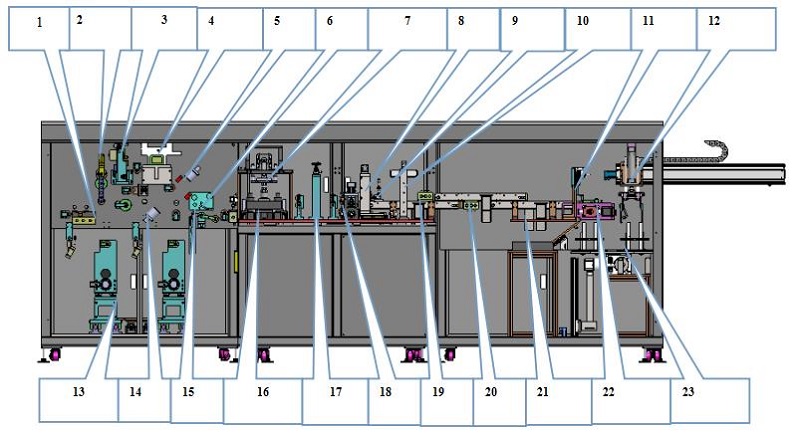
1. ä¸ææ¥æå°ï¼Futter- und Empfangsplattform
2. å¼ åç¼åæºæï¼Spannungspuffermechanismus
3. æ»è½®çµå¼æºæï¼Rollenzugmechanismus
4. è¿ç¨çº åç»ä»¶ï¼Prozesskorrekturkomponente
5. CCDæ£æµï¼CCD-Test
6. è´´è¶æº:Kleberapplikator
7. æè³æå模åç»ä»¶: Laschenform-Stanzbaugruppe
8. è£åæºæ:Schneidmechanismus
9. è²æ ä¼ æå¨:Farbcodesensor
10. CCDæ£æµæºæ: CCD-Erkennungsmechanismus
11. 次ååé¤æºæ:Abweisungsmechanismus
12. æºæ¢°ææåæºæ:Manipulator-Greifmechanismus
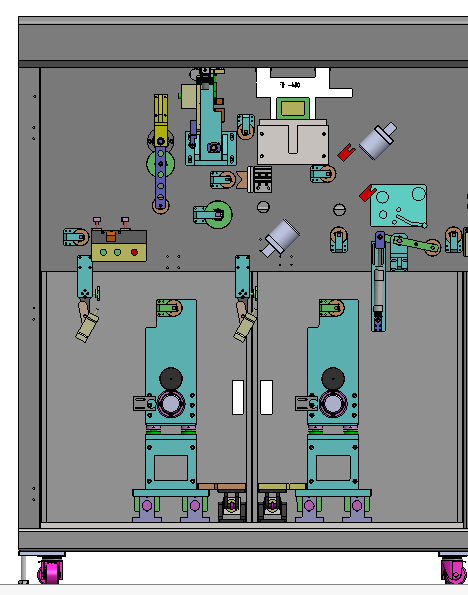
13. èªå¨æ¾å·çº åè£ç½®: Automatisches Abwickel- und Abweichungskorrekturgerät
14. CCDæ£æµ:CCD-Test
15. ç¼åæºæ:Cache-Mechanismus
16. 模å·å²åæºæ:Matrizenstanzmechanismus
17. 转åè°èæºæ:Transformationsanpassungsinstitution
18. æ»è½®çµå¼æºæ:Rollenzugmechanismus
19. é¤å°æºæ:Staubentfernungsmechanismus
20. é¤å°æºæ:Staubentfernungsmechanismus
21. 次åæ¶éç:Defekte Produktsammelbox
22. æ´é½æçæçæºæ:Ordentlicher Materialkasten-Elektrodenmechanismus
23. 转åæçæºæ:Konvertierungskastenmechanismus
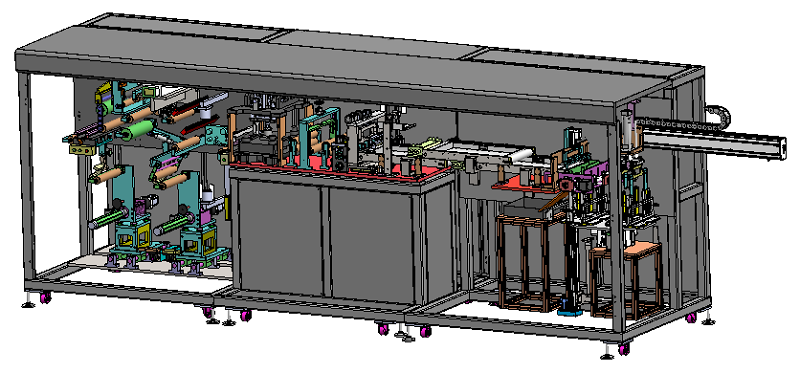
4) Diagramm des Aussehens der Ausrüstung
4ãFunktionseinführung von Gerätekomponenten
1. Automatisches Zuführgerät
l Max. Durchmesserï¼Ï700mmï¼
l Maximales Gewichtï¼150 kgï¼
l Hülseninnendurchmesserï¼150,2±0,5mmï¼
l Abwickel- und Zuführmodus: Die Zuführung erfolgt direkt über den Logistik-Andockwagen oder manuellï¼
l Der Abwickelmechanismus übernimmt die Struktur des aufblasbaren Schafts, und beide Enden des aufblasbaren Schafts sind mit Wälzlagern ausgestattet, die eine feste Struktur habenï¼
l Es ist mit einer Wickelband-Verbindungsplattform und einer Hilfsmarkierungslinie ausgestattet, die für die manuelle Bandverbindung geeignet istï¼
l Hinter dem Aufnahmetisch befindet sich ein Permanentmagnetstab mit 40.000 g, um Eisen von der Vorder- und Rückseite der Elektrode zu entfernenï¼
l Staubsammlung durch doppelseitige Walzenbürste des Polarstücks vor dem Stanzenï¼
l Mit Pressvorrichtung vor dem Stanzenï¼
l Das Servosystem dient zur Steuerung des synchronen Abwickelns, um die Spannung stabil zu haltenï¼
l Der einstellbare Spannungsbereich beträgt 0-150N und die Genauigkeit beträgt ±10 %ï¼
l Vor und nach dem Ober- und Untermaterial wackelt die Aufrollwelle â¤5mmï¼
l Abstand von der Stirnseite der Wickelwelle bis zur Außenseite der Schutzhülleâ¤250mmï¼
l Mit Sicherheitsschutzdesignï¼
l Das Abweichungskorrektursystem verwendet einen hochpräzisen CCD-Abweichungskorrektursensor, um die gegenüberliegende Seite zu steuern und die Abweichungskorrekturgenauigkeit ± 0,2 mm zu verbessern.
1. Riemenspannungskontrollsystem
l Die Abwickelspannungsregelung des Materialbandes besteht aus zwei Mechanismenï¼
l Der abwickelnde Teil der Luftexpansionswelle wird durch die Schwingung des reibungsarmen Zylinders gesteuert, um die Spannung während des Abwickelvorgangs zu steuernï¼
l Während des Stanzens schwingt das Band auf und ab und der Servomotor zieht zum Ausgleich die Spindelstange. Wenn sich beispielsweise die Matrize hebt und senkt, zieht der Servomotor schnell die Länge des Polstücks, um die Spannung beim Transport des Polstücks sicherzustellenï¼
l Der Schwenkteil verfügt über ein hochpräzises Proportionalventil, ein hochpräzises Potentiometer und einen Zylinder mit geringer Reibung, um die Zufuhr synchron zu steuernï¼
l Die Schraubenstange wird durch eine servoanaloge Menge gesteuert und die Spannung kann entsprechend der Größe des Polstücks eingestellt werdenï¼
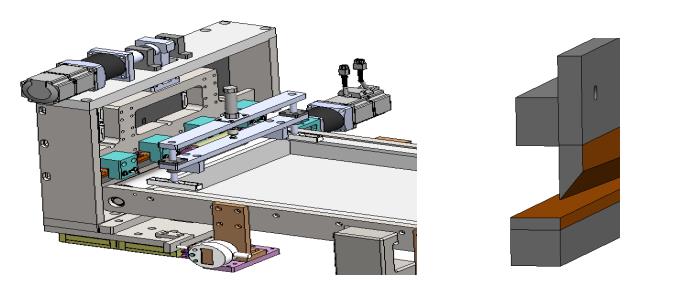
2. Tab Stanz- und Formgerät
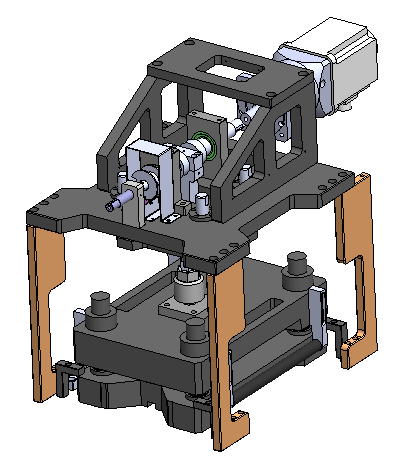
l ADotieren Sie die konkav-konvexe Metallstanzform, um die Formung der Lasche abzuschließen
l Das Stanzen der oberen und unteren Matrize übernimmt den Scherenpunktkontaktmodusï¼
l Die servoangetriebene Kurbelwelle wird verwendet, um den Hochgeschwindigkeits-Stanzvorgang der Matrize abzuschließen, und das Polstück ist während des Schneidvorgangs frei von Beschädigungen, Pulverabfall, scharfen Ecken und anderen Mängelnï¼
l Die Demontage und Installation der Matrize ist einfach und die Breite des Polstücks lässt sich leicht anpassen. Es kann die unterschiedlichen Größen von Polstücken innerhalb eines bestimmten Bereichs abdecken und die Wechselzeit beträgt weniger als 1 Stundeï¼
l Unter der Form ist eine trichterförmige Abfallsammelvorrichtung installiert, und der nach dem Stanzen und Schneiden entstehende Abfall kann sofort in die Trichtervorrichtung gesaugt und dann in der Abfallrecyclingbox gesammelt werden (Reinigung einmal pro Schicht, Reinigungszeit ⤠5min)ï¼
l Die obere Matrize der Matrize ist mit einer Überdruck-Blaskühlungsfunktion ausgestattet, um die Stanzlebensdauer der Matrize zu verbessernï¼
l Der Stanzmechanismus ist mit einer Sicherheitsschutz-Lichtleitfaser und einer Sicherheitsschutzabdeckung ausgestattetï¼
l Das System verwendet einen hochpräzisen CCD-Abweichungskorrektursensor, um die Genauigkeit der Abweichungskorrektur zu verbessernï¼â¥0,2 mmï¼
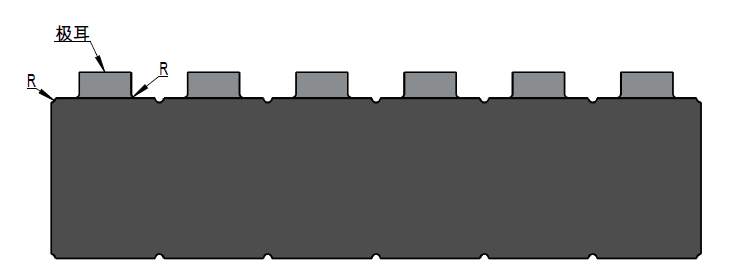
l Parameter der Elektrode nach dem Stanzenï¼
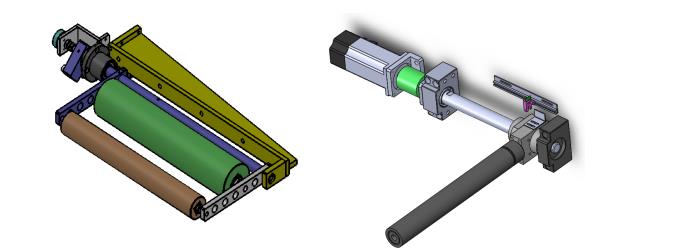
3.Riemenzugvorrichtung
l Der Materialband-Traktions- und Förderprozess besteht aus zwei Sätzen von Traktionsrollenbaugruppenï¼
l Der erste Satz von Hochgeschwindigkeits-Aufrollprozessen mit Synchronisierungï¼
l Der zweite Satz Hochgeschwindigkeits-Stanz-Mittelpolstück-Fördersynchronisationï¼
l Servosteuerungs-Vorschubfunktion mit ungleichem Abstand übernehmenï¼
l Vor der Antriebsrolle befindet sich ein braunes Führungsrad, um zu verhindern, dass die Registerkarte nach dem Stanzen verkleinert wird. Das Führungsrad lässt sich bei einem Modellwechsel einfach verstellenï¼
l Die beiden Walzen sind direkt mit pulverabsorbierenden Walzen ausgestattet, um den beim Ziehen der Walzen angesammelten Staub zu entfernenï¼
l Die Andruckrolle wird automatisch durch einen Luftzylinder komprimiert, was zum Einfädeln praktisch ist.
4.Schneidmechanismus
l IBeim Schneiden von Stangenscheiben gibt es vorne eine Vorpressfunktion und hinten eine Zugrolle, um die Duktilität der Stangenscheiben vor dem Schneiden und die Maßhaltigkeit sicherzustellen Stangenscheiben-Pulverschneiden;
l Nach dem Schneiden ist das Gerät mit einem Induktionslichtwellenleiter ausgestattet, um zu verhindern, dass das Stangenmesser mit mehreren Abfallstücken verwechselt wird;
l Das Untermesser ist mit einem Vakuum ausgestattet, um Staub aufzusaugen;
l Das eingebettete Messer aus Wolframstahl wird eingesetzt, um die Wartungs- und Austauschkosten zu reduzierenï¼
l Schneiden hat Zählfunktion.
5.Elektroden-Korrekturfunktion im Zuführkasten
l Während des Betriebs der Elektrode treibt der Servomotor den Sortiermechanismus an, um die Elektrode; zu korrigieren
l Nach der Korrektur werden die Elektroden in der Materialbox gestapelt, um sicherzustellen, dass die Elektroden in der Materialbox ordentlich sindï¼
l Die Materialbox verfügt über eine Zählfunktion und die Polstücke sind während des Betriebs und Stapelns frei von Beschädigungen, Quetschungen, Biegungen, Kratzern und anderen Mängelnï¼
l Wenn die Elektrode in der Materialbox gefüllt ist, schaltet sie automatisch auf den Puffermechanismus um, um das Material aufzunehmen.
5ãStaubentfernungsgerät (optional)
l 1) Wollrad, Unterdruck zum Sammeln von Staub
l Das Gerät verwendet ein Wollrad und eine Unterdruck-Staubentfernungsmethode, die eine gute Staubentfernungswirkung, einen hohen Wirkungsgrad und niedrige Kosten bietet;
l Wenn die elecDie Elektrode läuft durch das Einlassende des Reinigungskopfs. Rollen Sie die Antriebsbürste, um das Pulver zu fegen und den Staub auf der Oberfläche der Elektrodeï¼ zu entfernen
l Anschließend empfängt das Polstück einen internen Unterdruckwind, um Flugstaub und Staub auf dem Bürstenrad zu absorbierenï¼
l Staub wird im Unterdruckventilator gesammelt, der leicht zu reinigen ist (einmal im Monat, Reinigungszeit ⤠5min).
l 1) Berührungslose Staubentfernung
l übernehmen die berührungslose Staubentfernungsmethode des Hochdruck-Ionenwinds, die eine gute Staubentfernungswirkung, einen hohen Wirkungsgrad und hohe Kosten aufweist;
l Wenn die Elektrode durch das Einlassende des Reinigungskopfs verläuft, werden die Ionisationswolke hier und die statische Elektrizität auf der Spulenoberfläche entfernt;
l Dann wird die Elektrode durch den turbulenten Luftstrom beeinflusst, der durch den internen Blas- und Vakuumluftstrom des Reinigungskopfgeräts erzeugt wirdï¼
l Der Effekt der turbulenten Luftströmung führt zu Hochfrequenzfressen der eElektrodeï¼
l Die kombinierte Wirkung von Hochfrequenzfretting und turbulentem Luftstrom der Elektrode bricht die Luftgrenzschicht auf der Oberfläche des Polstücks auf und gleichzeitig werden die Schadstoffe freigesetzt durch die Grenzschicht werden in den Vakuumluftstrom gesaugtï¼
l Wenn die Elektrode den Reinigungskopf verlässt, durchläuft das Polstück eine weitere Ionenwolke, um Sekundärverschmutzung auf der Oberfläche der Elektrode zu verhindern.
6.Designmerkmale
|
Funktionen |
Vorteile |
|
Berührungslose Reinigung |
Vermeiden Sie das Risiko von Flecken und Beschädigungen auf der Oberfläche des Elektrode und haben gleichzeitig keinen Einfluss auf die Verfolgungserkennung der Position der Elektrode auf dem Gürtel |
|
Integration der elektrostatischen Steuerung |
Neutralisieren Sie statische Elektrizität, optimieren Sie die Reinigungsleistung und polarisieren Sie die Sekundärverschmutzung auf der Blattoberfläche effektiv vor |
|
Einzigartiges System mit „festem Port“ |
Der Rohrleitungsanschluss des Reinigungskopfes ist fest und die Installation des Reinigungskopfes ist einfacher |
|
Luftmengenbilanz |
Der Abweichungswert zwischen Blasvolumen und Vakuumluftstrom kann vollständig gesteuert werden |
|
Automatische Vakuumsteuerung |
Reduzieren Sie die Häufigkeit manueller Anpassungen durch Bediener. Erhalten Sie automatisch den besten Reinigungseffekt |
|
Verlustfreie Teile |
Geringere Betriebskosten |
|
Stiller Betrieb |
Keine Gesundheits- und Sicherheitsprobleme durch Lärm |
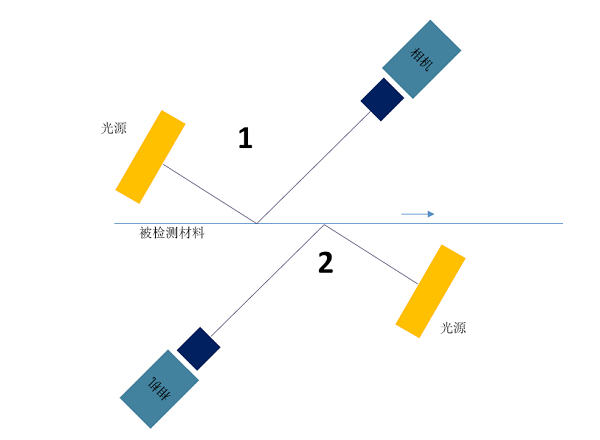
7.Schematische Darstellung der CCD-Erkennung und -Kennzeichnung (ein optionales Gerät)
8. Systemfunktionen
l Intelligente Klassifizierung: Mithilfe von maschinellem Lernen und künstlicher Intelligenz können Selbstlernen und automatische Klassifizierung gemäß der Definition der Fehlerkategorie durch den Benutzer durchgeführt werden;
l PostgreSQL:Übernehmen Sie die fortschrittlichste Open-Source-Datenbank zum Speichern von Fehlerbildern, z. B. Fehlerort, -größe und anderen Informationenï¼
l Automatische Archivierung: Fehlerdaten können je nach Benutzereinstellungen automatisch auf externen Geräten oder Systemen gesichert werden
l Diversifizierte Berichte: Bereitstellung von Berichten über Testergebnisse und statistische Daten in Form von Tabellen und Grafiken
l Analyse der Oberflächenebenheit: Zeigen Sie die Oberflächenebenheit von Materialien in Echtzeit mit digitaler Anzeige anï¼
l praktische und komfortable Bedienoberfläche: Sie kann schwerwiegende Mängel beseitigen und markieren und andere praktische Funktionen nutzen, was für den Bediener bequem zu bedienen ist;
l IO-Schnittstelle: Bereitstellung von Ein- und Ausgangssignalen wie Alarm, Papierbruch, Rollenwechsel, Start und Stopp;
l Werksschnittstelle: Basierend auf dem Windows-Betriebssystem kann es über TCP/IP, Ethernet, OPC und andere Schnittstellen mit anderen Systemen und Geräten von Kunden verbunden werdenï¼
l Fernzugriffswartung: Unter der Voraussetzung, dass das Gerät mit dem Internet verbunden ist, kann das System über Internet-Fernzugriff aktualisiert und gewartet werdenï¼
l Technischer Support: 7 x 24-Stunden-Netzwerk- und Hotline-Support
l DErkennungssystemschnittstelle
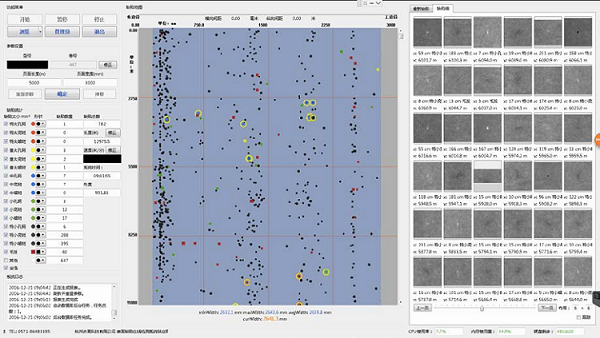
l Benutzeroberfläche zur Berichtsanzeige

l dEffektbeseitigungsbericht
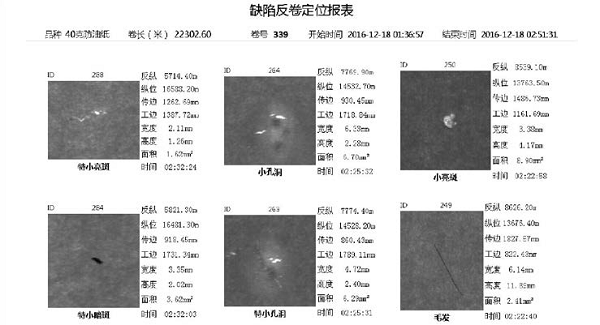
l Indextabelle für die Genauigkeit der Hauptfehlererkennung
LEtikettierungsmaschinengeräte:
Ausgestattet mit einem Etikettiermaschinensatz entspricht die Klebegeschwindigkeit der Schnittgeschwindigkeit, und die Etikettiermittellinie und der Innenkantenabstand des Polstücks können mit einer Genauigkeit von ± 2 mm angepasst werden;
Etikettengröße: 12 mm breit und 14 mm lang, kann vom Benutzer angepasst werden.
|
SN |
Artikel |
Spezifikation |
Bemerkung |
|
1 |
Vorschubbreite |
300-420mmï¼einschließlich Lascheï¼ |
|
|
2 |
Eingehende Materialstärke |
Kathodeï¼9-200μm ï¼Anodeï¼9-200μm |
|
|
3 |
Innendurchmesser der Austragstrommel |
6Zoll Ï150.2mm |
|
|
4 |
Anwendbares System |
Lithiumeisenphosphat, Lithiumkobaltoxid, Lithiummanganat, ternäre Materialien, Graphit und andere Batterie- und Kondensatorschlammsysteme |
|
|
5 |
Außendurchmesser des Elektrodenblechs |
â¤Ï700mm |
|
|
6 |
Beschichtungsmethode |
Kontinuierliche Beschichtung |
|
|
7 |
Eingehender Beschichtungsbreitenfehler |
â¤Â±2mm |
|
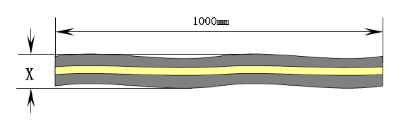
l Ebenheitsfehler der Endfläche der eingehenden Wicklungï¼Â±5mmï¼
l Serpentinenfehlerï¼X±2mm/mï¼
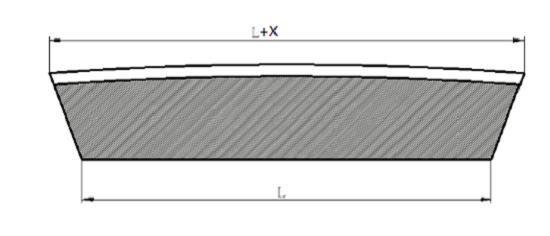
l Elektrode Welleï¼X±5mm/mï¼
l stellen die Lebensdauer der Form sicher und die Änderung der Materialdicke an der Schnittposition der Form beträgt weniger als 10 μ m
CãGeräteproduktionsprozess
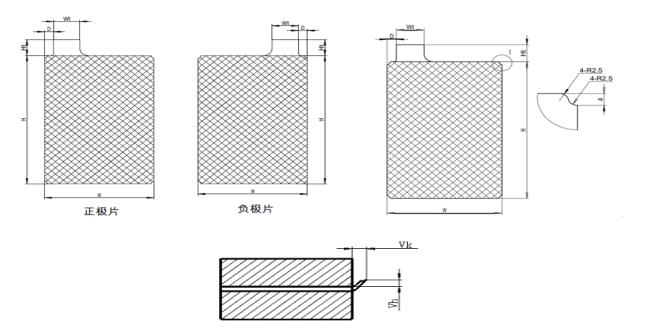
|
Größenbereich und Genauigkeit der Elektrode nach dem Stanzen |
||||
|
SN |
Artikel |
Größeï¼mmï¼ |
Genauigkeit |
Bemerkung |
|
1 |
Elektrode W |
40~110 |
±0,2 mm |
|
|
2 |
Elektrode H |
60~160 |
±0,25mm |
|
|
3 |
Elektrode Ht |
10~30 |
±0,2 mm |
|
|
4 |
Elektrode DAbstand |
5~20 |
±0,25mm |
|
|
5 |
Elektrode Gew. |
6~65 |
±0,2 mm |
|
|
6 |
Burr vh |
â¤7um |
|
|
|
7 |
Burr vk |
â¤25um |
|
|
DãTechnische Indexparameter der Ausrüstung
|
SN |
Artikel |
Spezifikation |
|
1 |
Stanzverfahren |
Stanzen |
|
2 |
Lebensdauer der Matrize für Lasche und Markierungsloch |
Negative Elektrodenform 1 Million Mal / Schleifen, Formschleifzeiten ⥠10 Mal 800.000 Mal / Schleifen der Positivform und die Anzahl der Formschleifen ⥠10 Mal Gesamtlebensdauer des Stanzmessers nach der Reparatur: ⥠10 Millionen Mal |
|
3 |
Ladezustand |
Manuelle Rollenladefunktion, das Gerät kann die Restmaterialerkennung und Alarmfunktion realisieren Es kann zwischen Rollenabschlussband und Bandspleißband (verschiedene Bandfarben) unterschieden werden |
|
4 |
Elektrode Gerät zur Abweichungskorrektur |
Die Genauigkeit der Abweichungskorrektur beträgt garantiert 0,1 mm unter der Voraussetzung, dass das Material keine Kantenfehler aufweist |
|
5 |
Elektrode Spannungskontrolle |
Genauigkeit der Spannungsregelungï¼10 % |
|
6 |
Stanzstempel |
SKD-11 + importierter legierter Wolframstahl |
|
7 |
Staubentfernungsgerät |
Staubentfernung auf beiden Seiten der Elektrode nach dem Stanzen |
|
8 |
Magnetadsorption |
â¥40000GSPermanentmagnetstab |
|
9 |
CCD Testen |
Ein Satz CCD-Erkennungsgeräte ist jeweils auf der Vorder- und Rückseite des Polstücks angebracht |
|
10 |
CCD Konfiguration |
8K Kamera 2 Stk., Lichtquelle 2 Stk. |
|
11 |
CCD Erkennungsumfang |
Max450mmï¼Beschichtungsbreite:400mmï¼ |
|
12 |
CCD Testelemente |
Beschichtungsfehler von Standard-Lithiumbatteriepolstücken wie freiliegende Folie, trockenes Material, dunkle Flecken, Kratzer, Fremdkörper usw. |
|
13 |
CCD Testelemente |
Transverse0.1mmãPortrait:0.1mm (Beste Erkennung Zustand)ï¼80m/min, Schnittgeschwindigkeit) |
|
14 |
CCD Weitere Funktionen des Systems |
Je nach Größe, Art, Dichte, Schnittposition und Häufigkeit der Fehler kann eine Alarmausgabe oder Beschriftung erfolgen. Alle erkannten Fehlerdaten werden in der SQL-Datenbank in jedem Volume gespeichert oder in das Informationsmanagementsystem der Fabrik oder verschiedene Standarddatenbanken exportiert. Die Reportranger-Software kann je nach Bedarf automatisch oder manuell verschiedene automatische Berichte über Produktion und Qualitätsmanagement ausgeben und entsprechend den Kundenanforderungen einstellen, die Kanten von Materialien genau kennzeichnen und mit nachgelagerten Prozessen zusammenarbeiten, um verschiedene Fehler besser zu finden und zu beheben . |
|
15 |
Beschriftungsmechanismus |
Mechanismus zum Schneiden und Etikettieren von Etiketten; Die Etikettiergeschwindigkeit stimmt mit der Zuggeschwindigkeit überein und die Etikettiermaschine befindet sich auf der Registerkarte |
|
16 |
MES System |
Alle verwendeten Prozessgeräte müssen über eine MES-Systemschnittstelle verfügen |
|
17 |
Effizienz |
â¥120ppmï¼Mobilisierungsrateâ¥95 %ï¼Qualifizierte Rateâ¥98 % |
|
18 |
Schnellwechselzeit |
Das Modell einer einzelnen Ersatzform überschreitet nicht 1Person*1H |
|
19 |
Sonstige Anforderungen |
1. A. Die Aktualisierung des Geräteprogramms kann per Fernzugriff erfolgen. B. Hardware-Erkennung (elektrisch); Das Notebook mit Netzwerk ist im Remote-Modus konfiguriert und die für die Fernsteuerung erforderliche Software ist auf dem Notebook installiert. Der Gerätehersteller realisiert die Fernsteuerung der Geräte über das Notebook. Aus Gründen der Datensicherheit wird auf dem Notebook ein Überwachungsprogramm installiert, das alle über das Notebook ausgetauschten Daten überwacht. 2. Hierarchische Verwaltung der Ausrüstung: Es sind mindestens drei Ebenen erforderlich. Die höchste Ebene ist die Verwaltungsautorität des Geräts, die alle Vorgänge am Gerät ausführen und alle Passwörter zurücksetzen kann. Die zweite Ebene besteht darin, alle Parameter der Ausrüstung zu ändern und den Gerätebetrieb zu realisieren. Die unterste Ebene ist der Gerätebetrieb und die Änderung einiger Vorgänge. Die Funktion zur Aufzeichnung der Betriebszeit des Geräts. Der Aufzeichnungsinhalt muss in automatische Betriebszeit, Standby-Zeit, manuelle Betriebszeit und Ausfallzeit unterteilt werden. Die Maschinenzeit ist definiert als die Zeit, in der das Gerät eingeschaltet ist, aber kein Vorgang ausgeführt wird, und die Fehlerzeit ist definiert als die Zeit, bevor das Gerät ausfällt und die Fehlermeldung nicht behoben wird, sowie als die Zeit, in der der Not-Aus-Knopf gedrückt wird ; Automatischer Betrieb und manueller Betrieb sind die normale Betriebszeit des Geräts ohne Fehler und Störungen, die je nach gewähltem Betriebsmodus unterschieden werden können. Auf dem Gerät müssen Betriebsaufzeichnungen für mindestens zwei Tage aufbewahrt werden. Die Betriebsaufzeichnungen werden verpackt und einmal täglich an das MES-System oder ein anderes Verwaltungssystem gesendet und per FTP hochgeladen. Die hochgeladenen Dateien müssen im CSV-Format vorliegen. Aufzeichnungsfunktion von Geräteparameteränderungen. |
|
20 |
Vibrationsstandard |
Die Vibrationsintensität muss der internationalen Norm ISO-2372 für Gerätevibrationen entsprechen (Vibrationsintensität ⤠0,45 mm/s) |
|
21 |
Sicherheitseinrichtung |
1. Der Stanzmechanismus, der Schneidmechanismus und andere Mechanismen sind mit einer Sicherheitsschutztür ausgestattet, um das Eindringen von Bedienern zu verhindern, sowie mit einer Türöffnungsschutzschaltung und einer Not-Aus-Funktion. Darüber hinaus gibt es Sicherheitswarnungen 2. Die Fehleralarmanzeige besteht aus einem dreifarbigen Lampenpfosten und einem Summeralarm, und auf dem Touchscreen-Panel gibt es eine Aufzeichnungsanzeige |
EãHauptkomponenten der Ausrüstung
|
SN |
Name |
Marke |
|
1 |
SPS |
Panasonic |
|
2 |
Touchscreen |
Weinansicht |
|
3 |
Frequenzumrichter |
Schneider |
|
4 |
Servomotor |
Panasonic |
|
5 |
Schrittmotor |
Leisai |
|
6 |
Zylinder und Pneumatikkomponenten |
SMC |
|
7 |
Linearführungsschiene, Gewindestange |
THK |
|
8 |
Sensor |
Keens |
|
9 |
Lagerung |
NSK |
|
10 |
Magnetventil |
SMC |
|
11 |
Temperaturregler |
OMRON |
|
12 |
Automatisches Steuerventil |
Shanghai Ziyi |
|
13 |
Vakuummeter / Manometer |
SMC |
|
14 |
Elektrokomponenten mit Niederspannung |
Schneider |
|
15 |
CDD Testen |
Chixiao-Technologie |
|
16 |
Schimmel |
Wei Sheng |
|
17 |
Der Wegweiser |
MISUMI |
|
18 |
Lichtwellenleiter |
Panasonic |
|
19 |
Magnetschalter |
SMC |
|
20 |
Elektrische Niederspannungskomponenten |
Schneider |
FãGerätenutzungsumgebung
SN |
Artikel |
Einheit |
Spezifikation |
Bemerkung |
|
|
1 |
Gesamtleitungsleistung |
Kw |
15 |
380V, 3phasig |
|
|
2 |
Druckluft |
Druck |
MPa |
0,5ï½0,8 MPa |
|
|
|
|
Verbrauch |
L/min |
50 |
|
|
3 |
Vakuum |
Vakuumgrad |
KPa |
/ |
|
|
|
|
Verbrauch |
m3/h |
/ |
|
|
|
|
Verbrauch |
m3/h |
/ |
|
|
4 |
Stickstoff |
Druck |
MPa |
/ |
|
|
|
|
Verbrauch |
m3/h |
/ |
|
|
5 |
Leitungswasserverbrauch |
m3/h |
/ |
|
|
|
6 |
Prozesskühlwasser |
Temperatur |
â |
/ |
|
|
|
|
Verbrauch |
m3/h |
/ |
|
|
Hinweis: Die an der Ausrüstung beteiligten Parameter müssen ausgefüllt werden, und die nicht betroffenen Parameter können mit „/“ oder „-“ ausgefüllt werdenã |
|||||
GãErsatzteile
|
SN |
Name |
Spezifikation |
Menge |
Bemerkung |
|
1 |
Stanzwerkzeug |
|
|
|
|
2 |
Stanzwerkzeug |
|
|
|










1 Standard-Exportpaket: Interner Antikollisionsschutz, externe Export-Holzkistenverpackung.
2 Versand per Express, auf dem Luftweg, auf dem Seeweg entsprechend den Anforderungen der Kunden, um den am besten geeigneten Weg zu finden.
3 Wir sind für den Schaden während des Versandvorgangs verantwortlich und tauschen den beschädigten Teil kostenlos für Sie aus.

Vorherige :
Automatische Elektrodenschneidemaschine für die Herstellung von prismatischen LithiumbatterienNächste :
Automatische Stapelmaschine für den Stapelprozess von Lithium-PrismenbatterienKategorien

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588
Bei Fragen zu unseren Produkten oder zur Preisliste wenden Sie sich bitte an uns. Wir werden uns innerhalb von 24 Stunden mit Ihnen in Verbindung setzen.
© Copyright: 2026 Xiamen Tmax Battery Equipments Limited Alle Rechte vorbehalten.

IPv6 Netzwerk unterstützt

















