Verbinden TMAX, Agent werden!
Verbinden TMAX, Agent werden!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Artikel-Nr.:
TMAX-YK-FT-750Zahlung:
L/C, T/T, Western Union, Credit Cards, PaypalProduktherkunft:
ChinaVerschiffungshafen:
Xiamen PortVorlaufzeit:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate
1ã Ausrüstungseinführung:
1.1 EGerätefunktion und Prinzipeinführung:
Hauptfunktionen: Automatische Schneidemaschine konzentriert sich auf die Konstruktion und den Bau der Lithiumbatterieindustrie. Die Ausrüstung wird hauptsächlich für den anschließenden Walzprozess verwendet, und die gewalzte Stangenscheibe wird entsprechend dem Prozess des Kunden in mehrere kleine Rollen aufgeteilt.
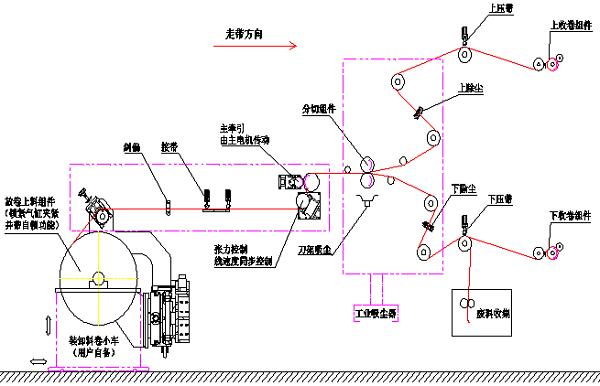
Zusammensetzung des Mechanismus: Die Hauptkomponenten des Schlitzens sind unterteilt in Abwickelmechanismus, Abweichungskorrekturmechanismus, Bandverbindungsplattform, Zugmechanismus, Schlitzmechanismus, Pulverbürsten- und Staubentfernungsmechanismus, Spurrollenmechanismus, Tablettenpressmechanismus, Rollenpressmechanismus und Aufzugsmechanismus.
Schneidprinzip: Es werden das vollständig geschlossene Abwickelsystem mit konstanter Spannung und das aktive Aufwickelkegelspannungssystem mit automatischer Abweichungskorrekturfunktion verwendet, und die Geschwindigkeit des Schneiders ist einstellbar. Die gesamte Polstückrolle wird durch den Übertragungsstaubentfernungsmechanismus entsprechend den Prozessanforderungen in mehrere kleine Rollen unterteilt.
1.2 siehe beigefügte Zeichnungen zum Geräteprinzip (nur als Referenz)
1.3 IEinführung in die Ausrüstungsorganisation:
Abwickelspannungssystem:
Diese Ausrüstung verfügt über ein passives Abwickeln und die Spannung wird hauptsächlich durch eine Reihe von Spannungskontrollsystemen mit geschlossenem Regelkreis gesteuert. Das Polstück läuft durch die Spannungserkennungsrolle, und nach der Berechnung und den Einstellungsergebnissen des Spannungskontrollsystems hat die Änderung des Spulendurchmessers keinen Einfluss auf den Schlitzeffekt und gewährleistet so die Stabilität der Spannungsausgabe. Das Abwickeln hat die Funktion, Abweichungen zu korrigieren. Selbst wenn das eingehende Material innerhalb eines bestimmten Bereichs nicht sauber aufgewickelt ist, kann es durch automatische Korrektur normal geschnitten werden. Der Fütterungsmechanismus übernimmt die Top-to-Top-Fütterungsmethode, die humanisiert und einfach zu bedienen ist. Durch den Zuführwagen wird die Arbeitsintensität reduziert und die Betriebssicherheit verbessert.
Werkzeugablagestruktur:
Es verfügt über eine Werkzeugauflagestruktur vom Typ Xicun und der Werkzeugdurchmesser von 100 mm oder 130 mm kann je nach Kundenwunsch angepasst werden. Die Geschwindigkeit der Ober- und Untermesser sowie die kombinierte Abstandhalterkonfiguration sind einstellbar. Das Untermesser übernimmt das Flachmesserdesign und die Obermesserhülse übernimmt die einstellbare Messerrotationsstruktur.
Übertragungsmechanismus:
Die Übertragung dieser Ausrüstung erfolgt hauptsächlich über einen Synchronriemen und ein Planetengetriebe mit Synchronriemenrad, um eine gleichbleibende Geschwindigkeit der Rollendurchführung und der Führungsachse zu gewährleisten. Das Getriebesystem verwendet einen Mitsubishi-Servomotor. Die Antriebsrollen und Komponenten müssen unbedingt die dynamischen Gleichgewichtsanforderungen von weniger als 10 Gramm erfüllen, was die Vibrationen während des Betriebs der Ausrüstung und den Verschleiß des Übertragungsmechanismus erheblich reduziert. Die Walzenoberfläche verfügt über eine Spiegel- und Hartanodenhärtungsbehandlung. Die Härte muss unbedingt etwa 25 Grad betragen, was nicht leicht zu verformen ist, und der Rundlauf der Walzenoberfläche muss innerhalb von plus oder minus 0,02 mm liegen. Auch wenn das Gerät zu alt ist, kann die Präzision des Kraftübertragungsmechanismus des Geräts gewährleistet werden.
Rollenmechanismus:
Der Rollenpressmechanismus besteht hauptsächlich aus einer Metallrolle mit einer bestimmten Härte auf der Oberfläche mehrerer Freiheitsgrade, die durch eine Welle verbunden ist. Seine Hauptfunktion besteht darin, sicherzustellen, dass sich das Polstück während des Wickelvorgangs nicht wölbt, und die wellenförmigen Kanten abzuflachen, die beim Schlitzen des Bandes entstehen. Die Andruckrolle verfügt über ein integrales Design und der Leistungseffekt ist besser als beim geteilten Design.
Elektrodenrolle Durchmesserverfolgung Mechanismus:
Der Führungsrollenmechanismus dient hauptsächlich dazu, die Gleichmäßigkeit der Polwicklung sicherzustellen. Eine Gruppe von optischen Fasern zur Erkennung gegenüberliegender Kanten wird auf und ab des Mechanismus verwendet, um die Größe und Position des Spulendurchmessers zu erfassen und den Abstand zwischen der Spurrolle und dem Spulendurchmesser genau zu steuern. Die Spurstruktur wird vom Motor angetrieben, und die Spurrolle wird durch das Untersetzungsgetriebe und den Zahnstangenverbindungsmechanismus so angetrieben, dass sie sich sanft auf der Führungsschiene bewegt, um einen stabilen Steuereffekt zu erzielen. Die Hauptkonstruktionsabsicht dieses Mechanismus besteht aus zwei Punkten. Die erste besteht darin, die Überrollung vor dem Wickeln so nah wie möglich an der Wickelwelle zu machen, um die Schwingamplitude der Materialspule beim Eintritt in die Wicklung zu verringern und so die Gleichmäßigkeit des Wickelns zu erhöhen. Der zweite Punkt besteht hauptsächlich darin, die Größe des Wickeldurchmessers zu erfassen, um eine Berechnungsgrundlage für die Anpassung der Drehzahl des Wickelmotors an die Laufgeschwindigkeit des Bandes bereitzustellen.
Pulverbürsten- und Staubabsaugmechanismus:
Die Ausrüstung besteht aus einem professionellen industriellen 2,2-kW-Hochleistungs-Turbinenstaubsauger und einem Messersatz zur Staubabsaugung sowie einem oberen und unteren Polstück-Pulverbürsten-Staubsaugmechanismus, der den auf dem Polstück verbliebenen Staub rechtzeitig absorbieren kann, um die Sicherheit zu verbessern der Batterieproduktion und -nutzung, reduzieren die Schädigung der Gesundheit der Mitarbeiter durch Staubpartikel in der Produktionswerkstatt und verbessern die Überlegenheit der Arbeitsumgebung.
Aufziehmechanismus:
Dieser Mechanismus wird hauptsächlich zum Aufwickeln des Bandes nach dem Schlitzen verwendet. Die Elektrik besteht hauptsächlich aus einem Satz Mitsubishi-Servos, zwei Gruppen pneumatischer SMC-Proportionalventil-Spannungssteuergeräte und hochpräzisen Wickelschlupfwellen nach oben und unten, die durch konzentrische Torsionsverbindungsringe verbunden sind. Die Wickelwelle wird durch den Zylinderdruckstangenmechanismus verriegelt, was die Humanisierung des Designs besser widerspiegeln kann. Der Effekt ist stabiler und bequemer im Betrieb.
2ã Konfigurationsliste der Hauptteile und Komponenten der Ausrüstung:
|
SN |
Name |
Marke |
Herkunft |
|
1. |
SPS Steuerungssystem |
Mitsubishi |
Japan |
|
2. |
Servo |
Mitsubishi |
Japan |
|
3. |
Touchscreen 10 Zoll Farbe |
Weinansicht |
Taiwan |
|
4. |
Tasten und elektrische Hauptsteuerkomponenten |
Schneider / Chint |
Frankreich \ Inland |
|
5. |
Spannungskontrollsystem |
Dongdeng |
China |
|
6. |
Abweichungskorrektursystem |
Dongdeng |
China |
|
7. |
Drehgeber |
OMRON |
Japan |
|
8. |
Näherungsschalter und Sensoren |
Daochuan |
China |
|
9. |
Pneumatische Komponenten |
AirTAC |
Taiwan |
|
10. |
Magnet-Proportionalventil |
SMC |
Japan |
|
11. |
Linearführungsschiene |
TBI |
China |
|
12. |
Lager |
HRB |
China |
|
13. |
Staubsauger |
LDZW-1000 |
China |
|
14. |
Schlitzklinge |
Kaijin |
China |
3ã Technische Parameter und Werkskonfiguration der Ausrüstung:
|
SN |
Artikel |
Spezifikation |
Bemerkung |
|
1 |
Geeignetes System |
Streifentrennverfahren für positive und negative Elektroden von Lithiumeisenphosphat-, Lithiumkobaltoxid-, Lithiummanganat- und Ternärsystembatterien |
|
|
2 |
Betriebssubstratdicke |
ï¼Alï¼Folieï¼ 10ï½30um (Cu) Folieï¼ 6ï½30um Einschließlich Basismaterial: 50ï½ 250μm |
|
|
3 |
Betriebssubstratbreite |
â¥750mm |
|
|
4 |
Präzision der Schnittbreite |
±0,05 mm |
|
|
5 |
Kantenqualität der Streifenelektrode |
Keine Wellen, Risse, Wellen, Falten, herunterfallendes Pulver, Dehnung, Folienfreilegung, offensichtliche Zacken und andere Qualitätsmängel |
Außer bei fehlerhaften eingehenden Materialien |
|
6 |
Polstück-Gratkontrolle |
Grat nach dem Schlitzen der Polscheibe: Längsgrat <6 um (über die Richtung des Polstücks hinaus), Quergrat <8 um (Richtung des Polstücks). ) Die vertikale Erkennung des Polstücks erfolgt in Längsrichtung und die horizontale Erkennung erfolgt in Querrichtung. |
Abhängig von der Lebensdauer der Klinge |
|
7 |
Geradheit (Kantenversatz) |
â¤Â±0.3mm/m |
|
|
8 |
Wickelgenauigkeit |
±0.2mm |
|
|
9 |
Schnittbreite |
Schlitzbreite: oben 30 mm
|
Schlitzbreite:18mm-30mmï¼kundenspezifischï¼ |
|
10 |
Laufgeschwindigkeit |
Schneidgeschwindigkeitâ¥45m/min ï¼abhängig vom Material) |
|
|
11 |
Spannungskontrollsystem |
Konstante Spannungsregelungï¼0~50Nï¼ Magnetpartikelbremsung |
|
|
12 |
Korrekturmethode |
Auto EPC Steuerungï¼Weg: 80 mm |
|
|
13 |
Abrollabweichungskorrekturgenauigkeit |
±0,2 mm |
|
|
14 |
Wicklungsdurchmesser |
Abwickelnâ¦Ð¤700mm, Aufwickelnâ¦Ð¤600mm |
|
|
15 |
Maximale Last beim Abwickeln |
300Kg |
|
|
16 |
Wickelwelle |
Zwei Doppelschlupfwellen, die sich einseitig drehen können, sind praktisch für die Rückgewinnung, und die Werkskonfiguration ist für Wickelbreiten von mehr als 35 mm geeignet |
|
|
17 |
Klingenmaterial |
Legierter Wolframstahl |
|
|
18 |
Slitterdurchmesser |
Außendurchmesser:100 mmï¼ Das Obermesser kann auf den Serviceaußendurchmesser von mindestensï¼Î¦95mm geschliffen werden |
|
|
19 |
Schnittbreite der Abfallkante im Bandbereich |
â¤3 mmï¼ Die doppelten Andruckrollen klemmen separat und das Andruckdrehmoment ist einstellbar |
|
|
20 |
Polstaubabsaugung |
Nachdem die Stangenscheibe geschnitten wurde, werden antistatisches Pulverbürsten und Staubsaugen angewendet |
Unterdruckgerät bereitstellen |
|
21 |
Messerstaubabsaugung |
Montage der Ober- und Untermesser, Entstauben und Staubsaugen |
|
|
22 |
Einstellung der Schnittbreite |
Verschiedene Distanzhülsen ersetzen |
|
|
23 |
Bissmenge des Slitters |
Stellen Sie die Keilposition zwischen den Schneidbetten ein |
|
|
24 |
Anzahl Werkzeughalter / Satz |
1 Satz Werkzeugablage und Werkzeugablagewagen |
|
|
25 |
eine Bedienungsanleitung |
1 Exemplar mit Bedienungsanleitung und Bedienungsanleitung |
|
|
26 |
Zeichnung gefährdeter Teile |
1Satz |
|
|
27 |
Zeichnung gefährdeter Teile |
1 set |
|
|
28 |
Wälzgleitlagergewicht |
150 kg |
|
4ã Hauptfunktionen des Steuerungssystems:
|
SN |
Artikel |
Spezifikation |
Bemerkung |
|
|
1. |
Abwickelspannung ist einstellbar |
Spannungsbereich 1kg-50kg einstellbar |
|
|
2. |
Das Übersetzungsverhältnis des Fräsersatzes ist einstellbar |
Das Übertragungsgeschwindigkeitsverhältnis kann entsprechend den Schnittbedingungen angepasst werden |
|
|
|
3. |
Ausgabeanzahl |
Es hat die Funktion, die Gesamtleistung und die Leistung einer einzelnen Rolle zu zählen. |
|
|
|
4. |
Standzeitspeicherfunktion |
Speicherfunktion für die Lebensdauer des Werkzeugs. |
Kathodeâ¥150000mï¼Anodeâ¥300000m(abhängig vom Rohmaterial) |
|
|
5. |
SGeschwindigkeitsregelung |
Mit Hoch- und Niedriggeschwindigkeitsfunktion und einstellbarer Geschwindigkeit von 1-50 m/min |
|
|
|
6. |
Parameter Rezeptfunktion |
Parameter können je nach Modell gespeichert und aufgerufen werden. |
|
|
|
7. |
Verwaltungsberechtigungsfunktion |
Es kann je nach Betriebsebene verwaltet werden. |
|
|
|
8. |
Not-Aus-Funktion |
Im Notfall drücken Sie die Not-Aus-Taste, um schnell anzuhalten. |
|
|
|
9. |
Automatische Abschaltfunktion ohne Material |
Es stoppt automatisch, wenn beim Abwickeln kein Material vorhanden ist. |
|
|
10. |
Fehleralarmanzeige |
Wenn ein Fehler auftritt, werden die entsprechenden Alarminformationen und Anweisungen zur Fehlerbehandlung angezeigt |
|
|
|
11. |
Unterspannungsschutzfunktion |
Wenn der Luftdruck des Geräts nicht ausreicht, gibt das Gerät einen Alarm aus. |
|
|
|
12. |
Beleuchtungsgerät |
Beleuchtungsgeräte werden an Schlüsselpositionen eingesetzt. |
|
|
|
13. |
IO Überwachungsfunktion |
Es kann den Status von Ein- und Ausgangssignalen überwachen. |
|
|
|
14. |
Abweichungskorrekturkontrolle |
Abweichungskorrektur kann automatisch und manuell umgeschaltet werden. |
|
|
|
15. |
Speicherfunktion ausschalten |
Relevante Daten und Parameter können gespeichert und bei Stromausfall gespeichert werden. |
|
|
5ã Inbetriebnahmewerkzeuge:
|
SN |
Name |
Modell |
Menge |
|
|
1 |
Schraubenschlüssel |
5,5-7 8-10 12-14 17-19 |
je 1 |
|
|
2 |
Verstellbarer Schraubenschlüssel |
300mm |
1 Stk |
|
|
3 |
Innensechskantschlüssel |
1,5-10 |
1Satz |
|
|
4 |
Hakenschlüssel |
|
1Stk |
|
|
5 |
Sicherungsringzange |
Platzhalter |
1Stk |
|
|
6 |
Schraubendreher |
Gerade/ Kreuz |
jeweils 1 |
|
6ã Außenmaße und Qualität der Ausstattung:
Größe: 2450Ã2150Ã1850ï¼LÃBÃHï¼ Gewicht:3T

7ã Anforderungen an die Installationsumgebung und unterstützende Einrichtungen
1) Umgebungstemperatur: =25 â ± 5;
2) Relative Luftfeuchtigkeit: 45 ⤠RH;
3) Stellen Sie sicher, dass die Luft vor Ort trocken und frei von Verstopfungen ist;
4) Stromversorgung: 380 V, dreiphasiges Fünfleitersystem 50 Hz, Spannungsschwankungsbereich: +8 % - 8 %;
Die Gesamtleistung des Netzteils beträgt nicht weniger als 15KW;
5) Druckluft: Nach dem Trocknen, Filtern und Stabilisieren: Der Ausgangsdruck beträgt mehr als 5,0 kg/cm2










1 Standard-Exportpaket: Interner Antikollisionsschutz, externe Export-Holzkistenverpackung.
2 Versand per Express, auf dem Luftweg, auf dem Seeweg entsprechend den Anforderungen der Kunden, um den am besten geeigneten Weg zu finden.
3 Wir sind für den Schaden während des Versandvorgangs verantwortlich und tauschen den beschädigten Teil kostenlos für Sie aus.

Vorherige :
50000 m3/H NMP-Lösungsmittelrückgewinnungssystem NMP-RecyclingsystemNächste :
Automatische Batterie-Elektroden-StanzmaschineKategorien

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588
Bei Fragen zu unseren Produkten oder zur Preisliste wenden Sie sich bitte an uns. Wir werden uns innerhalb von 24 Stunden mit Ihnen in Verbindung setzen.
© Copyright: 2026 Xiamen Tmax Battery Equipments Limited Alle Rechte vorbehalten.

IPv6 Netzwerk unterstützt

















