Verbinden TMAX, Agent werden!
Verbinden TMAX, Agent werden!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Artikel-Nr.:
TMAX-XHPT-7564S-MMZahlung:
L/C, T/T, Western Union, Credit Cards, PaypalVerschiffungshafen:
Xiamen PortVorlaufzeit:
5 Days:
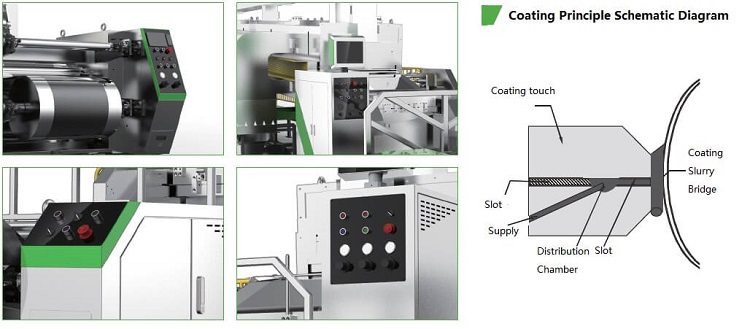
CE, IOS, ROHS, SGS, UL CertificateDoppelseitige Extrusionsschlitzdüsen-Beschichtungsmaschine
1. Kurze IEinführung der WLoch-MMaschinen-SStruktur
1.1 Ausrüstungszusammensetzung:
â Einachsiger Abwickelmechanismus
â¡ Beschichtungsmechanismus der ersten Seite
⢠Doppelschicht-Ofenmechanismus
⣠Traktionsmechanismus
⤠Beschichtungsmechanismus auf der zweiten Seite
⥠Traktionsmechanismus
⦠Doppelachsiger Aufzugsmechanismus
⧠Präzisionsfütterungssystem (zwei Sätze)
⨠Elektrisches Steuerungssystem
1.2 Technologischer Prozess:
Das auf der Abwickelvorrichtung platzierte Grundmaterial der Polarplatte gelangt nach automatischer Korrektur in das Abwickelspannungssystem und nach Einstellung der Abwickelspannung in den Beschichtungskopf. Die Beschichtung der Polarplatte erfolgt entsprechend dem Abbindeverfahren des Beschichtungssystems; Das beschichtete nasse Elektrodenstück gelangt in den Ofen der unteren Schicht und wird durch Heißluft getrocknet. Das Polstück wird nach dem Trocknen durch das Gleichrichtersystem gleichgerichtet und anschließend wird die Spannung durch das Spannungssystem eingestellt. Gleichzeitig wird die Traktionsgeschwindigkeit so gesteuert, dass sie mit der zweiten Beschichtungsgeschwindigkeit synchronisiert wird. Nachdem das Polstück auf der Rückseite vom zweiten Beschichtungskopf beschichtet wurde, gelangt es in den oberen Ofen zum Trocknen mit Heißluft. Nachdem der Polschuh nach dem Trocknen durch die zweite Zugeinheit gerichtet und durch die Spannung eingestellt wurde, wird er durch die Wickelvorrichtung aufgewickelt.
2. Technische PParameter der BBatterie EElektrode
2.1 Geeignete Substratdicke: Aluminiumfolie: 0,010–0,030 mm, Kupferfolie: 0,006–0,030 mm;
2.2 Geeignete Substratbreite: Aluminiumfolie: 300–660 mm, Kupferfolie: 300–660 mm;
2,3 Polstück-Aluminium-/Kupferfolienspulengröße: Kernöffnung 3 Zoll;
2.4 Technische Anforderungen für das Auf- und Abwickeln von Beschichtungen: Spulendurchmesser â¤ Ï 500 mm, Kerndurchmesser 3 Zoll;
2,5 Beschichtungsaufschlämmung: Nachdem die Aufschlämmung vollständig gerührt und gefiltert wurde, um die Anforderungen der Batteriebeschichtung zu erfüllen, wird sie in einen laufenden Tank gefüllt und kontinuierlich gerührt, um die Beschichtungsleistung der Aufschlämmung aufrechtzuerhalten.
2,6 Einseitige Beschichtungsdicke trocken (ohne Substrat): 50–150 μmï¼ Maximale Nassbeschichtungsdicke: 100–500 μm (wenn die Viskosität der Aufschlämmung zulässig ist)
3. Wichtigste PLeistung PParameter
NR. |
PProjekt |
PParameter |
RHinweise |
|
1 |
Normale SGeschwindigkeit von Cschwebend |
â¤24m/min |
Die normale Beschichtungsgeschwindigkeit hängt vom Materialsystem, der Beschichtungsdicke und dem Feststoffgehalt ab |
|
2 |
Beschichtung SGeschwindigkeit AGenauigkeit EFehler |
â¤0,1 m/min |
|
|
3 |
Beschichtung BBreite |
â¤650mm |
|
|
4 |
Beschichtung LLänge (Seinzelnes PStück) |
â¤2500mm |
|
|
5 |
Beschichtung MMaschine SDrehzahl |
40 m/min |
|
6 |
GesamtLLänge desCHafers |
â¤43 Mio. |
Es hat eine großartige Beziehung zur Konfiguration |
|
7 |
Ausrüstung Air PDruck |
0,6ï½0,8 MPa |
Trocken und frei von Verunreinigungen |
|
8 |
Einzelne SSeite Cschwimmende Dry THöhe EFehler |
Li(NiCoMn)O2, LiFePO4, Cobalt±2μ (Mn±2μ) |
Kante, Kopf und Schwanz 8 mm sind ausgeschlossen |
|
9 |
Doppelte SSeite Cschwimmende Dry Tdicke EFehler |
Li(NiCoMn)O2, LiFePO4, Cobalt±3,0μm (Mn±3μ) |
|
|
10 |
Einzelne Side Wacht EFehler in SSingle CHüfte |
±1,5 % |
Messmethode (Abb. B) |
|
11 |
Minimale CSchwimmlänge LLänge |
20mm |
|
|
12 |
Mindestmaß LLänge Dvon SEinzelstück POle PStück |
50mm |
(One Beschichtung plus Spalt) |
|
13 |
Minimale LLänge DAbmessungen von Seinfachem Ddoppeltem SElement Pole Piece |
100mm |
(Zwei Schichten plus Spalt) |
|
14 |
Einzelne SSeiten-THöhe EAbstand von EElektroden-HEad und T ail |
-10μm~ +5μm |
|
|
15 |
Intervall Cschwebend MMinimum Gap |
10mm |
Bei der Beschichtungsgeschwindigkeit gilt: Je höher die Geschwindigkeit, desto größer der Mindestabstand. |
|
16 |
Genauigkeit EFehler der Cschwebenden LLänge |
±1,0 mm |
Innerhalb von 3000 mm |
|
17 |
Überlappung Error von Fvorn und Bhinter Cschwebend |
±0,5 mm |
|
|
18 |
Überschneidung EFehler von Vorne und nach hinten Cschwebend EKante |
±0,5 mm |
|
|
19 |
Edge UNiformität EFehler von WInding |
± 1 mm (Berechnung nach 5 Umdrehungen starten) |
Φ 500-mm-Rolle |
![]()










1 Standard-Exportpaket: Interner Antikollisionsschutz, externe Export-Holzkistenverpackung.
2 Versand per Express, auf dem Luftweg, auf dem Seeweg entsprechend den Anforderungen der Kunden, um den am besten geeigneten Weg zu finden.
3 Wir sind für den Schaden während des Versandvorgangs verantwortlich und tauschen den beschädigten Teil kostenlos für Sie aus.

Vorherige :
Vakuumfüllmaschine für die Herstellung zylindrischer ZellenNächste :
Automatische hydraulische Versiegelungsmaschine für ZylinderzellenKategorien

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588
Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588
Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588
Bei Fragen zu unseren Produkten oder zur Preisliste wenden Sie sich bitte an uns. Wir werden uns innerhalb von 24 Stunden mit Ihnen in Verbindung setzen.
© Copyright: 2026 Xiamen Tmax Battery Equipments Limited Alle Rechte vorbehalten.

IPv6 Netzwerk unterstützt

















