Verbinden TMAX, Agent werden!
Verbinden TMAX, Agent werden!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Artikel-Nr.:
TMAX-ZY750-C600-S50Zahlung:
L/C, T/T, Western Union, Credit Cards, PaypalProduktherkunft:
ChinaVerschiffungshafen:
Xiamen PortVorlaufzeit:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate
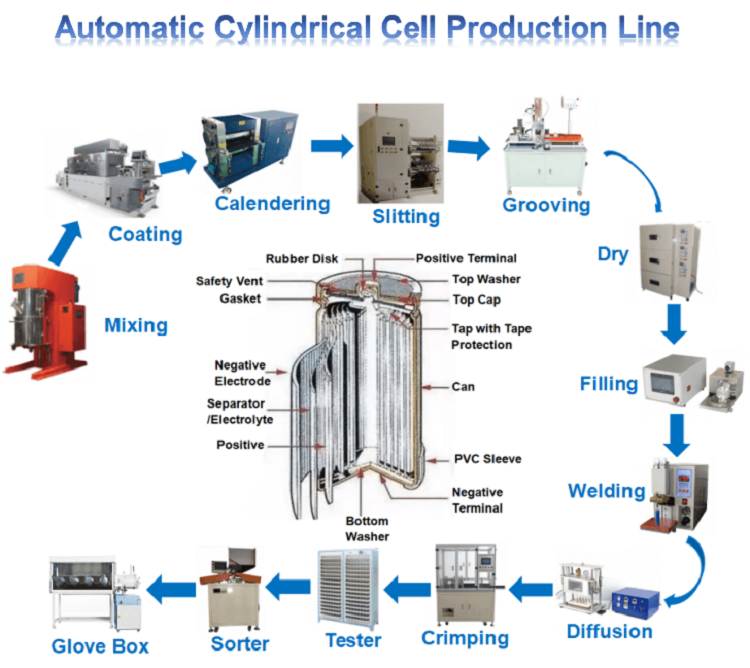
1.Einleitung
â Funktion
Um das kontinuierliche Schneiden der Batteriepolblechspule in die für die Prozessspezifikation erforderliche Größe und Qualität zu realisieren.
â Grundsatz:
Das Abwickeln des Polstücks wird durch eine automatische Spannungsregelung mit geschlossenem Regelkreis gesteuert. Der Servomotor treibt das Schneidwerkzeug zum Schlitzen an. Nach dem Schlitzen wird die Spannung des Aufwickelns in Echtzeit von den oberen und unteren Führungsrollen zur Spannungserkennung erfasst Die Wickelgeschwindigkeit wird durch einen Frequenzumwandlungsmotor gesteuert, der Wickeldurchmesser wird automatisch erkannt und die Wickelspannung wird gesteuert.
â Zusammensetzung der Hauptbestandteile
â Abwickeln MMechanismus
Der Außendurchmesser der Abwickelrolle beträgt 3 Zoll, die Abwickelvorrichtung übernimmt den Luftausdehnungstyp, die Abwickellast beträgt Max 500 kg, die Riemenverbindungsplattform, automatische Spannungserkennungssteuerung und Abweichungskorrektur.
â Automatische Spannungserkennung und -kontrolle
Durch den Anschluss einer Magnetpulverbremse am Ende der Abwickelluft-Expansionswelle kann die Abwickelspannung dadurch realisiert werden, dass der Abwickelwelle ein steuerbarer Widerstand entgegen der Zugrichtung gegeben wird.
â¡ Korrekturmechanismus
Eine einzelne Induktionssonde wird verwendet, um die Seite herauszufinden und die Abweichung zu korrigieren, und das hochpräzise Korrektursystem wird ausgewählt. Die Korrekturgenauigkeit beträgt wie folgt: ± 0,1 mm, Abweichungskorrekturhub: ± 120 mm. Der Positionseinstellmechanismus des Sensors übernimmt die Schraubeneinstellung und ist mit einer digitalen Skala und einem griffartigen Verriegelungsmechanismus ausgestattet.
â Pole Piece Aktiver Traktionsmechanismus
Die Position des Hauptantriebsbetts und der Andruckrolle kann per Gewinde eingestellt werden (um sicherzustellen, dass beide Seiten unabhängig voneinander eingestellt werden können), um Falten an der Membran zu vermeiden. An der Hauptantriebsrolle ist eine Sicherheitsstange angebracht, um der Hubbewegung der Andruckrolle zu folgen.
â Elektrodenaktiver Schlitzmechanismus
Durch den Austausch des Abstandshalters durch die Schneidmatrize können Polstücke mit unterschiedlichen Breiten geschnitten werden. Unterstützender Werkzeughalter 2 Paar / Satz.
|
NR. |
PProjekt |
Ttechnischer PParameter |
|
1 |
Schneidmodus |
Es wird zum Schlitzen der Kathoden- und Anodenplatten verwendet. Es verwendet die gerade Schlitzmethode einer lückenlosen Rollenschere. Das Werkzeug wird als Ganzes installiert und ausgetauscht. Die minimale Schnittbreite des Messersatzes beträgt 32 mm. Die untere Messerwelle verfügt über eine Servomotor-Antriebssteuerung, und die obere und untere Messerwelle verfügen über eine Synchronverbindung. |
|
2 |
Werkzeugeinstellstange |
Die Vorschub- und Entladewinkel des Schlitzmessers lassen sich leicht einstellen, und die Schneid- und Entladepositionen sind gut sichtbar und verfügen über Beobachtungswinkel |
|
3 |
Turm-Konfiguration |
Eine Maschine ist mit zwei Sätzen Werkzeughaltern ausgestattet (einer für den Gebrauch und einer für den Standby-Modus) (nur Werkzeughalter enthalten) |
|
4 |
Abstandshalterkonfiguration |
Eine Maschine ist mit 2 Sätzen Distanzstücken ausgestattet (Schnittbreite muss noch festgelegt werden) |
|
5 |
Blade |
Ausgestattet mit einer inländischen hochpräzisen Scheibenklinge, das Klingenmaterial ist importiertes Hartmetall, der Klingenaußendurchmesser beträgt: Ï 130 mm. Die Dicke der oberen Klinge beträgt 1 mm mit einer 30-Grad-Kante; Die Dicke der unteren Klinge beträgt 3 mm, mit einer 90-Grad-Kante. |
|
6 |
Transportwagen für Wagenmontage |
2 Sätze / Maschine. |
â Staub REntfernung MMechanismus
Die Oberfläche der Elektrode wird mit einer Bürste gereinigt.
|
NEIN. |
PProjekt |
Ttechnischer PParameter |
|
1 |
Methode zur Staubentfernung von Polstücken |
Nach dem Schneiden werden vier unabhängige Rollbürsten zur Staubentfernung auf beiden Seiten des Materials verwendet. Die Geschwindigkeit jeder Rollbürste wird separat gesteuert. Die Geschwindigkeit der Rollbürste beträgt 115 U/min. Gleichzeitig mit der Rollbürste ist sie mit einer Staubsaugervorrichtung zum Aufsaugen des Staubs ausgestattet (die Vakuumquelle wird vom Werk des Kunden bereitgestellt), und die Bürstenstaubentfernungsvorrichtung kann leicht geöffnet und geschlossen werden, was zum Einfädeln praktisch ist . |
|
2 |
Staubsammelmethode |
Staubsauger |
|
3 |
Staubentfernungsanforderungen |
Nach der Entstaubung enthält die Oberfläche der Elektrodenplatte nicht mehr als 25 μ M Fremdkörper |
|
4 |
Staubsaugergeräusch |
â¤72db |
â Aufziehmechanismus
Der Innendurchmesser der Wickeltrommel beträgt 3 Zoll. Die doppelte Endstützstruktur ist erforderlich. Der Stützausleger auf der Ausblendseite ist nach dem Prinzip des Vierpunktmechanismus konstruiert. Zum Aufkleben des Staubpapiers ist zwischen der oberen und unteren Lage des Wicklers eine abnehmbare Stützplatte angebracht. Die einzelne Seite des Wickel- und Pressmechanismus besteht aus einer verchromten Walze. Die dreieckige Nut für die Translation ist nichtmetallisch behandelt, um Metallabrieb zu vermeiden. Zum Aufziehen wird eine hochwertige Gleitwelle verwendet.
â Randabfallentsorgung
Die Andruckrolle wird vom Motor angetrieben, um das Abfallmaterial auszugeben. Die unabhängige Klemmrollenvorrichtung kann das Kantenabfallmaterial nach dem Schneiden einklemmen. Die Spannung des Randabfallmaterials kann manuell eingestellt werden. Die Breite des Abfallmaterials beträgt 3-5 mm (Beschichtungsposition).
3.Technische Parameter
â Qualifizierte Rate der Ausrüstungsprodukte: ⥠99,8 % (fehlerhafte Materialien aussortieren).
â Geschwindigkeit des Geräteentwurfs: Mechanische Entwurfsgeschwindigkeit max. 60 m/min; Betriebsgeschwindigkeitsbereich: 5–50 m/min, Geräteannahmegeschwindigkeit: ⥠45 m/min.
â Geräteausfallrate: ⤠1 % (ohne fehlerhafte eingehende Materialien, Stromversorgung, Gasversorgung und andere Faktoren).
â Elektrische Ausrüstung: Spannung AC380V ± 10 %, 3-phasig, 50 Hz, Strom 40 A.
â Druckluft: Druck 0,6 MPa, Durchflussrate 0,2 m3/min, Außendurchmesser des Verbindungsrohrs 12 mm.
â Vakuumquelle: Druck – 20 kPa, Durchflussrate 6–12 m3/min, Schnittstellenrohrdurchmesser dn70 mm.
â Fertigungs- und Montagegenauigkeit der Ausrüstung:
â Der Auslauf der Werkzeugmodulbaugruppe beträgt ⤠10 μ m. Die Elektrode mit unterschiedlicher Breite kann durch Auswechseln der Distanzhülse mit Werkzeugmatrize geschnitten werden.
â Anforderungen an die Fertigungs- und Montagegenauigkeit der Führungsrollen:
â Die Oberflächenrauheit Ra der Führungsrolle beträgt 0,4; Die Zylindrizität der Führungsrolle beträgt ⤠0,03 mm, und der Gesamtschlag der Führungsrolle nach der Installation beträgt ⤠0,05 mm;
â¡ Parallelität der Führungsrolle: gemessen mit speziellem Messwerkzeug, Abweichung ⤠0,05 mm;
⢠Abweichung der Mittellinie der Führungsrolle: Die mit einem Maßband gemessene Abweichung beträgt ⤠1,0 mm;
⣠Ebenheit des Gerätemaßstabs und der Führungsrolle nach der Installation: ⤠0,05 mm/1,0 m;
â Allgemeine Anforderungen
â Auf der vertikalen Platte der Werkzeugablage befinden sich Start-, Stopp- und Not-Aus-Schalter, die zur Inspektion der Polstückgröße, zur Inspektion des Aussehens und zur Fehlerbehebung verwendet werden.
â LED-Leuchten werden an der Position der Aufwickelrolle hinzugefügt.
â Die Referenzteile sind mit Positionierungsstiften und Löchern ausgestattet und die Referenzlinie für die Installation vor Ort ist markiert.
â Die Anordnung der Gasrohre und -leitungen muss zentralisiert und so weit wie möglich verborgen sein. Die ausgestellten Teile müssen horizontal und vertikal sein und die Gesamtpunktzahl muss in Ordnung sein. Zur Abdeckung sind schwarze Gehäuse und Kanäle zu verwenden. Die Position des Magnetventils muss zentralisiert und verborgen sein.
â Das Erscheinungsbild der Ausrüstung muss den Anforderungen der Ausrüstungsspezifikation des Käufers entsprechen und in Computergrau lackiert sein.
â Das Gerät verfügt über ein verstellbares Fundament.
â Wickelspannung max. 100n, digitale Mengeneinstellung, Einstellgenauigkeit: 2N, Spannungssollwert und Istwertabweichung ⤠5%; Die Mindestspannung kann eingestellt werden: 5N;
â Betriebsumgebung des Geräts: Innenraum 10–35/ Luftfeuchtigkeit 30–70 %, keine Kondensation, kein brennbares und kein korrosives Gas.
â Es verfügt über die Speicherfunktion von Prozessparametern, die Zählerzählfunktion für Wicklung, Gesamtzähler, die Zählerzählfunktion für die Lebensdauer der Messergruppe und die Frühwarnfunktion; Mit Produktionschargen-Statistikfunktion, Produktionszeit und Standby, Ausfallzeit-Statistikfunktion; Mit Fehlerhilfe und Abfragefunktion.
â Anforderungen an die Kommunikationsschnittstelle: Gerätesteuerung, SPS-Ausgabe aller Informationen über RS232.
Spezifikationen und Anwendungsbereich eingehender Materialien
â Größe und Spezifikation der eingehenden Materialien
Kupferfolie, Aluminiumfolie oder kontinuierliche oder intermittierende Beschichtung von Batteriematerialien darauf, das ankommende Elektrodenstück und der Randbereich weisen keine offensichtlichen Falten, Ausbeulungen und andere Phänomene auf.
|
PProjekt |
Unit |
Spezifikationen |
|
TTyp |
/ |
Anode /Cathode |
|
TDicke |
mm |
â¦0,2 |
|
Width |
mm |
â¦650 |
|
Breitenabweichung |
mm |
â¦Â±0,3 |
|
Innendurchmesser der Trommel |
mm |
76,2 |
|
Spulengewicht |
kg |
â¦500 |
Rollendurchmesser |
mm |
â¦600 |










1 Standard-Exportpaket: Interner Antikollisionsschutz, externe Export-Holzkistenverpackung.
2 Versand per Express, auf dem Luftweg, auf dem Seeweg entsprechend den Anforderungen der Kunden, um den am besten geeigneten Weg zu finden.
3 Wir sind für den Schaden während des Versandvorgangs verantwortlich und tauschen den beschädigten Teil kostenlos für Sie aus.

Vorherige :
Doppelwalzen-Heißpressmaschine mit einstellbarer Walze für die BatterieherstellungNächste :
Einseitige Extrusionsschlitzdüsen-BeschichtungsmaschineKategorien

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588
Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588
Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588
Bei Fragen zu unseren Produkten oder zur Preisliste wenden Sie sich bitte an uns. Wir werden uns innerhalb von 24 Stunden mit Ihnen in Verbindung setzen.
© Copyright: 2026 Xiamen Tmax Battery Equipments Limited Alle Rechte vorbehalten.

IPv6 Netzwerk unterstützt

















