Verbinden TMAX, Agent werden!
Verbinden TMAX, Agent werden!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Artikel-Nr.:
TMAX-DYG-110BH-950Zahlung:
L/C, T/T, Western Union, Credit Cards, PaypalProduktherkunft:
ChinaVerschiffungshafen:
Xiamen PortVorlaufzeit:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate
A. Gerätefunktionenï¼
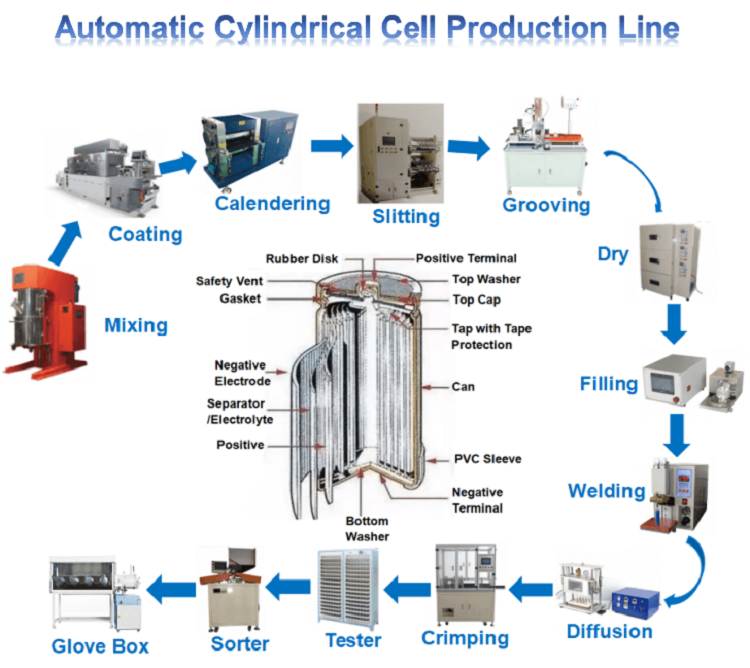
DDiese Ausrüstung besteht aus einer Segmentschneidelinie mit Lithium-Ionen-Akku, die für den kontinuierlichen Schneidprozess geeignet ist. Dieser Ausrüstungssatz besteht hauptsächlich aus einem passiven Abwickelteil, einem Teil zur Korrektur der Abwickelabweichung, einem Pulverbürsten- und Staubsammelteil, einem Spannungspufferteil, einem Schlitzteil und einem automatischen Ober- und Unterwickelteil.
1) Die Schneidvorrichtung verfügt über eine Schneidstruktur vom Typ Xicun, und die obere und untere Schneidwelle werden jeweils von Servomotoren angetrieben;
2) Der Schlitzkopf verfügt über eine Schlüsselpositionierungsfunktion, die das Be- und Entladen des Kopfes bequem und schnell macht;
3) Die Verbindung zwischen dem Motorantrieb der oberen und unteren Schneidwelle und dem Maschinenkopf erfolgt über eine weiche Verbindung, um zu verhindern, dass der Maschinenkopf aufgrund von Verarbeitungs- oder Montagefehlern während des schnellen Schneidens wackelt und dadurch die Schnittqualität und -wirkung beeinträchtigt wird;
4) Das Gebrauchsmuster verfügt über eine Polschuhband-Verbindungsplattform, und unter der Rutsche sind ein Staubsammelkasten und eine Unterdruckschnittstelle angeordnet, um die Verbindung mit dem industriellen Staubsammler zu erleichtern;
5) Es hat die Funktion der Staub- und Eisenentfernung durch eine Polbürste; Staub- und Eisenentfernung sind ebenfalls nach dem Schlitzen vorgesehen;
6) Schnittgeschwindigkeit: mechanische Konstruktionsgeschwindigkeit 60 m/min; Tatsächliche Produktionsgeschwindigkeit 50 m/min;
7) Mit SPS-Steuerung und konstanter Spannungswicklung;
8) Die Abrollhülse mit konischer Oberseite wird zum Abwickeln verwendet und das Abwickeln erfolgt passiv. Der Wickler verwendet eine Slip-Air-Expansionswelle;
9) Das Werkzeugregal verfügt über eine herausschiebbare, bewegliche Werkzeugablage, die mit einem organischen Schlitten für einen bequemen Werkzeugwechsel ausgestattet ist;
10) Das Obermesser kann fein eingestellt werden, und die Verbindung mit dem Untermesser ermöglicht ein lückenloses Scheren;
11) Spannungskontrolle im gesamten Prozess vom Abwickeln, Schneiden und Zurückspulen;
12) Es gibt ein Lineal zum Auf- und Abwickeln, das für die Materialanpassung praktisch ist;
13) Die Geschwindigkeit übernimmt das Servomotor-Steuerungssystem für eine stufenlose Geschwindigkeitsänderung und realisiert die Synchronisierung aller Komponenten;
14) Der Schneidkopf wird als Ganzes hinein- und herausgeschoben, und jede Maschine ist mit einem Schnellwechselwagen für den Schneidkopf ausgestattet;
A. Anwendbare Materialbedingungenï¼
(Einheitï¼mm)
|
Abwickeldurchmesser: |
max Φ600ã |
|
Abwickelgewicht: |
Maxï¼800 kg |
|
Innendurchmesser der Abwickeltrommel: |
Φ6â |
|
Breite der Folie |
Max850mm |
|
Foliendicke |
Kupferfolie: 6–20 μ mï¼ Aluminiumfolie: 9–20 μ m |
|
Breite des aufgewickelten Materials: |
Maximale Beschichtungsbreite des Schneidmaterials: max. 850 mm |
|
Dicke des Schlitzpolstücks: |
50~300 μ m |
|
Wicklungsdurchmesser: |
Max: Φ 500ã |
|
Wickelgewicht: |
Max: 400 kg (Einzelachse) |
|
Innendurchmesser der Wickeltrommel: |
Φ 6 "< vom Benutzer vorbereitete Rolle |
A. Installationsanforderungen für Komplettgeräte ï¼
1) Strombedarf: 380 V/50 Hz, Leistung ca. 12 kW;
2) Druckluft: Druck 0,5 MPa ~ 0,7 MPa, Durchfluss: 0,015 m3/min;
3) Gesamtgewicht der Ausrüstung: ca. 5 t, und die Tragfähigkeit des Installationsbodens beträgt 2,5 t/m2.
4) Gesamtabmessungen der Verbindungsausrüstung (mm): Gesamtabmessungen der gesamten Maschine (Länge × Breite × Höhe): ca. 2600 mm lang × 2200 mm breit × Höhe 2000 mm
Gesamtabmessungen des Werkzeugwagens (Länge * Breite * Höhe): ca. 1800 mm * 400 mm * 500 mm
B. Geräteleistungsindexï¼
|
No. |
EEintragsname |
PLeistungsindex |
RMarkierungen |
|
1 |
Produktionsgeschwindigkeit der kompletten Ausrüstung |
â¥50 m/min |
Akzeptanzgeschwindigkeit |
|
2 |
Anforderungen an die Genauigkeit der Abweichungskorrektur |
±0,2mm |
|
|
3 |
Hubbereich des Abweichungskorrekturreglers |
±50mm |
|
|
4 |
Präzision der Schnittbreite |
â¤Â±0,05mm |
|
|
5 |
Serpentinenbiegefehler des Polstücks |
â¤1mm/1m |
|
|
6 |
Blade-Spezifikation |
Obermesser Φ130*Φ88*1mmãAbwärtsmesserΦ130*Φ70*3mm |
|
|
7 |
Schlitzgratgenauigkeit |
Quergratâ¤12μmï¼Längsgratâ¤8μm |
|
|
8 |
Einzelne Lebensdauer der Klinge |
â¥200.000 Meter |
|
|
9 |
Qualifikationsrate der von der Ausrüstung hergestellten Produkte |
â¥99 % |
|
|
10 |
Zeitrate |
ï¼98 % |
|
C. Konfiguration der Hauptgerätekomponentenï¼
|
Nr. |
Name |
Marke |
|
1. |
Wallboard-Rackmaterial |
45# Gussstahl |
|
2. |
Rollenlager |
NSK |
|
3. |
Reduziermotor |
Dongli, Wanxin |
|
4. |
SPS |
Mitsubishi, Omron |
|
5. |
TTouchscreen |
Proface, Bundesstaat Kunlun |
|
6. |
SErvomotor |
Mitsubishi, Huichuan |
|
7. |
Llineare Führungsschiene |
HIWIN |
|
8. |
Lager der Messerwelle |
SKFãNSK |
|
9. |
Magnetventil |
SMCãCKD |
|
10. |
Elektrische Komponenten |
SchneiderãABB |
|
11. |
Elektrisches Proportionalventil |
SMCãCKD |
|
12. |
Abweichungskorrektursteuerung SSystem |
PausourceãDongdeng |
|
13. |
Frequenzwandler |
Mitsubishi, Schneider |
|
14. |
Spannungsregler |
kortis |
|
15. |
SSensor |
OmronãKEYENCE |
|
16. |
Pneumatische Komponenten |
SMCãCKD |
|
17. |
Schneidewerkzeug |
Orin |
D. Geräteabgleichï¼
Das Schlitzen von Stangenscheiben besteht hauptsächlich aus einer Abwickelvorrichtung, einer Abweichungskorrekturvorrichtung, einer Riemenverbindungsplattform, einem Spannungspufferteil, einer Stangenscheiben-Zugvorrichtung, einer Schlitzvorrichtung, einer Staub- und Eisenentfernungsvorrichtung, einem Wickelteil, einem elektrischen Steuerungssystem usw.
1ï¼Abwickelvorrichtungï¼
Das Gerät dient dazu, das zu schneidende Bandmaterial zu unterstützen und zum Schneiden zum Schneidmaschinenkopf zu transportieren. Das Gerät besteht aus einem Rahmen, einer Abweichungskorrekturvorrichtung, einem Kegelobermechanismus, einer Bremse zum passiven Abwickeln, einer Riemenverbindung zur Staub- und Eisenentfernung, einem Spannungsregler, einer Rolle usw.; Beim Abwickeln handelt es sich um ein manuelles Zurückspulen.
|
No. |
Funktionsname |
Leistungsindex und Beschreibung |
RMarken |
|
1 |
Abwickelmechanismus |
Passives Abwickeln |
Abwickelrichtung: Es kann das freie Umschalten im Uhrzeigersinn/gegen den Uhrzeigersinn unterstützt werden |
|
2 |
Spulenbefestigungsmethode |
Nehmen Sie das Kegelfutter auf und fixieren Sie es durch pneumatisches Heben; |
|
|
3 |
Ärmelgröße |
6 Zoll |
Die Länge der Hülse ist im Bereich von 900–1000 mm verstellbar |
|
4 |
Polstück-Spannungskontrolle |
Spannung 30-400n, Regelgenauigkeit: ± 5N |
|
|
5 |
Polstück-Positionserkennungsgerät |
Ultraschall-Positionssensor (Sensorgenauigkeit: ± 0,1 mm) |
|
|
6 |
Abweichungskorrektursteuerung |
Erkennungsgenauigkeit: ± 0,1 mm |
|
|
7 |
Implementierungsumfang der Abweichungskorrektur |
â¥Â±50mm |
|
|
8 |
Abweichungskorrekturgenauigkeit |
â¤Â±0,2mm |
|
|
9 |
Eingehender Spulendurchmesser |
Maxï¼Ï600mm |
|
|
10 |
Eingehendes Spulengewicht |
Maxï¼800 kg |
|
2ï¼Bandempfangsplattform (manueller Bandempfang)ï¼
Es wird verwendet, um den Polschuh während des Polschuhschlitzvorgangs oder beim Spulenwechsel manuell auf der Riemenverbindungsplattform zu fixieren und den Polschuh mit Klebeband zu verbinden. Entworfen an der Position des Abwickelmechanismus. Es besteht im Wesentlichen aus zwei Durchlaufwalzen, vier Luftzylindern, zwei Druckstangen und der Aufnahmeplattform. Manueller Betrieb: Drücken Sie zuerst auf das Polstück, schneiden Sie dann das Polstück mit einer Klinge entlang der Nut auf der Aufnahmeplattform ab, lösen Sie dann die Druckstange am Ende, das neu mit dem Polstück verbunden werden muss, und ersetzen Sie sie durch eine neue Stange Stück, richten Sie es am ursprünglichen Markierungsanfang des Polstücks aus, kleben Sie Klebeband auf und fahren Sie mit der Produktion fort, nachdem Sie die beiden Druckstangen gelöst haben.
|
No. |
Funktionsname |
Leistungsindex und Beschreibung |
RMarkierungen |
|
1 |
Riemenverbindungsplattform |
Es besteht aus einer Verbindungsplatte, einer doppelten Druckstange, 4 Luftzylindern und einer Führungsschiene und ist in die Abwickelvorrichtung integriert |
Zylindergetriebene Pressplatte (Klebestreifen sind am Kontakt zwischen Pressplatte und Polstück aufgeklebt) |
|
2 |
Bandverbindungsmodus |
Manuelles Bandspleißen |
Das Polstück muss manuell auf der Bandaufnahmeplattform befestigt werden, wenn das Band reißt oder die Spule gewechselt wird, und das Polstück muss mit Klebeband befestigt werden |
|
3 |
Breite der Streifenelektrode |
Max850mm |
Inklusive Randfolie |
3ï¼Spannteilï¼
Der Spannungssensor wird verwendet, um die Spannung des Polstücks zu erfassen, und die Stabilität der Spannung des Polstücks wird durch die Spannungseinstellvorrichtung sichergestellt;
Spannungseinstellbereich: 30 ~ 400 N;
Genauigkeit der Spannungsregelung: â¤Â± 5N.
4ï¼Schneidevorrichtung
Das Schneidgerät verfügt über eine Schneidstruktur vom Typ Xicun. Die oberen und unteren Schlitzschneiderwellen werden jeweils von Servomotoren angetrieben, um die gerollten Polstücke zu schlitzen.
Die Schneidvorrichtung verfügt über eine Schlüsselpositionierungsfunktion, die das Be- und Entladen des Maschinenkopfs erleichtert. Die Verbindung zwischen dem Motorantrieb und dem Maschinenkopf erfolgt weich, um zu verhindern, dass der Maschinenkopf aufgrund von Verarbeitungs- oder Montagefehlern beim schnellen Schlitzen wackelt und dadurch die Schlitzqualität und -wirkung beeinträchtigt wird. Die Schlitzbreite wird durch eine hochpräzise Buchse angepasst, die der Größe entspricht, die geschlitzt werden soll.
Der Zugmechanismus wird von einem Servomotor angetrieben. Die lineare Geschwindigkeit der Zugrolle und des Fräsers ist synchronisiert. Die Gummiwalze wird durch die Luftzylinder an beiden Enden auf die Antriebswalze gedrückt, um die Kompression des Materials zu realisieren, und die synchrone Steuerung der Polspannung und -geschwindigkeit wird vollständig realisiert.
Der Maschinenkopf verwendet den Xicun-Werkzeugablagemodus, die oberen und unteren Werkzeugwellen werden separat von Servomotoren angetrieben und das Obermesser kann spiralförmig eingestellt werden. Die obere Klinge hat eine scharfe Klinge und die untere Klinge eine flache Klinge. Die Breite der Distanzhülse kann verändert werden, um die Schlitzgröße zu erreichen. Die Werkzeugablage ist mit einem hydraulischen Wagen ausgestattet, um den Austausch der Werkzeugablage zu erleichtern
Zum Reinigen der geschlitzten Polstücke werden jeweils zwei Gruppen von Walzenbürsten verwendet, und die Staubentfernungsabdeckung und die Rohrleitungsschnittstelle sind so ausgestattet, dass sie den Kunden die Staubsammlung erleichtern. Ausgestattet mit Industriestaubsauger.
|
No. |
Funktionsname |
Leistungsindex und Beschreibung |
RMarken |
|
1 |
Oberschneidermodus |
West Village-Struktur |
|
|
2 |
Schneidgeschwindigkeit |
â¥50 m/min |
|
|
7 |
Mindestschnittbreite |
â¥30mm |
Breite der einzelnen Scheibe nach dem Schlitzen |
|
8 |
Präzision der Schnittbreite |
â¤Â±0,05mm |
|
|
9 |
Serpentinenbiegefehler des Polstücks |
â¤1mm/1m |
|
|
10 |
Blade-Spezifikation |
Obermesser Φ130* Φ 88*1mm, unten Messer Φ 130* Φ 70*3mm |
|
|
11 |
Schlitzfräser |
Quergrat ⤠12umï¼ Längsgrat ⤠8um |
|
|
12 |
Lebensdauer des Rollenschneiders |
⥠200000 m (Pluspol), ⥠300000 m (Minuspol) |
|
|
13 |
Mahlbare Zeiten |
Ungefähr fünfmal |
|
|
14 |
Werkzeugwechselwagen |
2 Sätze |
Jeder Maschinenkopf ist mit einem Werkzeugwechselwagen ausgestattet |
|
15 |
Anzahl der Schneidköpfe |
2sets |
Eine für den Standby-Modus und eine für die Verwendung |
|
16 |
Zeit für den Wechsel des Rollenschneiders |
â¤10min |
|
|
17 |
Schneideprozess (Schneidmenge) |
Gemäß den Prozessanforderungen des Kunden |
Konfigurieren Sie entsprechend der Vertragsmenge |
|
18 |
Anzahl der Messer |
Gemäß den Prozessanforderungen des Kunden |
Konfigurieren Sie entsprechend der Vertragsmenge |
|
19 |
Fräserwelle |
Rundschlag ⤠8um |
Installation zur Geräteinspektion |
|
20 |
Rundlauffehler des Obermessers |
Planschlag ⤠30 um. Radialschlag ⤠30um |
Installation bei der Geräteinspektion |
|
21 |
Rundlauffehler des Untermessers |
Planschlag ⤠20um. Radialschlag ⤠20um |
Installation zur Geräteinspektion |
|
22 |
Überrollung |
Rundlauffehler ⤠20um |
Installation bei Geräteinspektion |
|
23 |
Antriebsrolle |
Rundlauffehler ⤠5um |
|
|
24 |
Rolleninstallationsgenauigkeit |
Parallelität zwischen den Rollen 5umï¼ Rollenebenheit 50um/m |
|










1 Standard-Exportpaket: Interner Antikollisionsschutz, externe Export-Holzkistenverpackung.
2 Versand per Express, auf dem Luftweg, auf dem Seeweg entsprechend den Anforderungen der Kunden, um den am besten geeigneten Weg zu finden.
3 Wir sind für den Schaden während des Versandvorgangs verantwortlich und tauschen den beschädigten Teil kostenlos für Sie aus.

Vorherige :
Automatische Wickelmaschine für zylindrische ZellenNächste :
Automatische Zellkalender-Rollenpressmaschine für die Produktionslinie für zylindrische ZellenKategorien

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588
Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588
Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588
Bei Fragen zu unseren Produkten oder zur Preisliste wenden Sie sich bitte an uns. Wir werden uns innerhalb von 24 Stunden mit Ihnen in Verbindung setzen.
© Copyright: 2026 Xiamen Tmax Battery Equipments Limited Alle Rechte vorbehalten.

IPv6 Netzwerk unterstützt

















