Verbinden TMAX, Agent werden!
Verbinden TMAX, Agent werden!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Artikel-Nr.:
TMAX-Polymer-PackZahlung:
L/C, T/T, Western Union, Credit Cards, PaypalProduktherkunft:
ChinaVerschiffungshafen:
Xiamen PortVorlaufzeit:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate
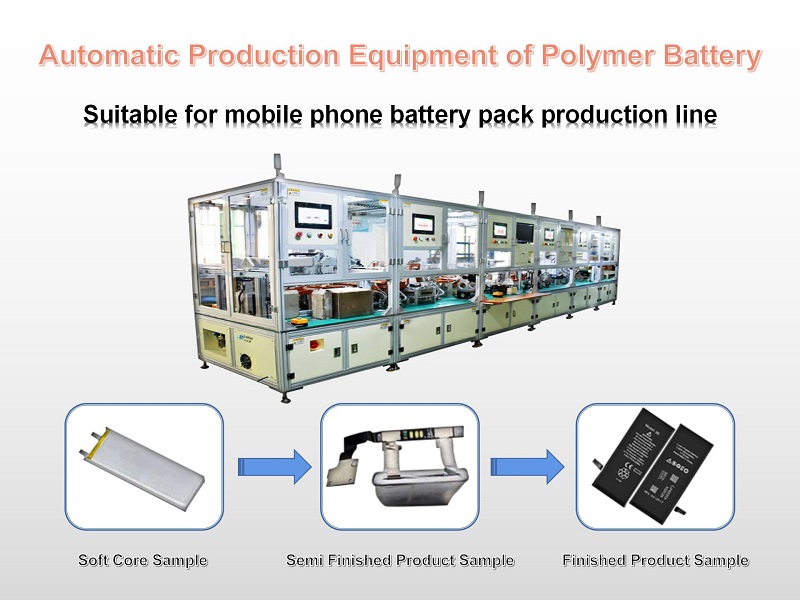
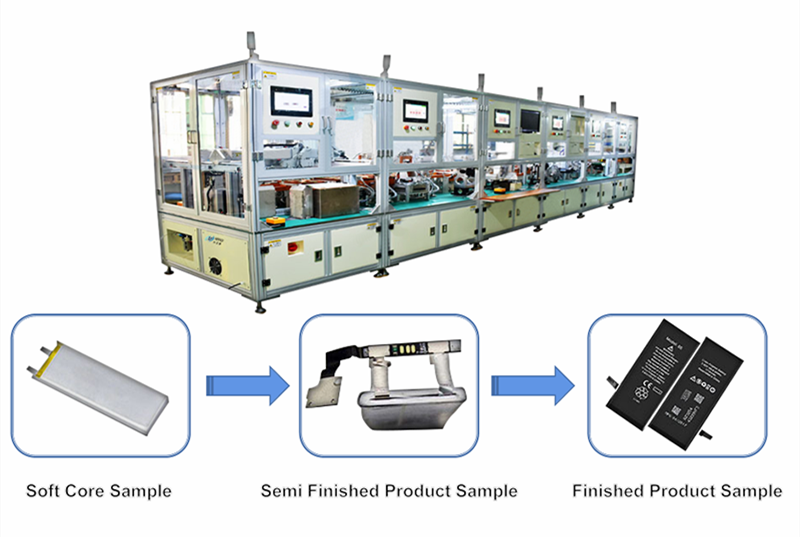
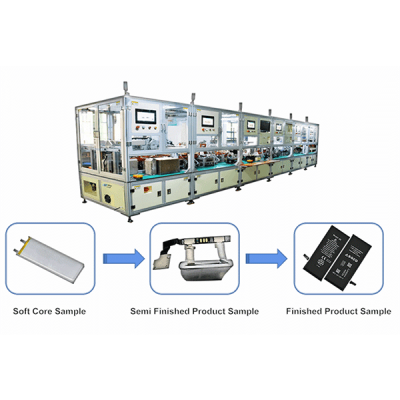
1.Ausrüstung FFunktion IEinführung
Die automatische Produktionslinie wird hauptsächlich zur Vervollständigung des Produktionsprozesses von Mobiltelefon-Akkus verwendet.
Der Prozessablauf umfasst:
1)PPolymerbatterie Registerkarte Formgebung ,
2)OCV-Test,
3) Batterielasche schneiden,
4)Welding,
5)Ddoppelseitig klebend Einkleben,
6)BMS Biegen,
7)EinKlebemittel Einkleben und Formen,
8)Ffertige Batterie Test;
9)FPC-Schwammkleber Einkleben.
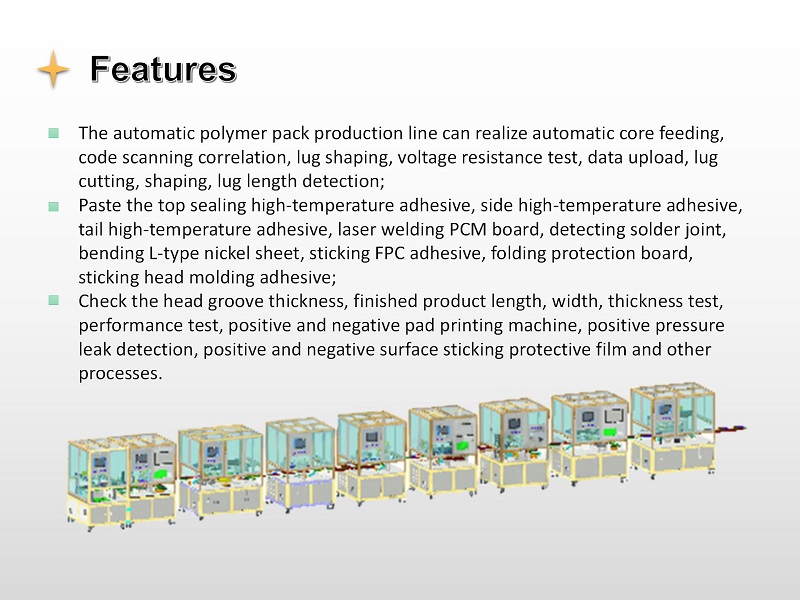
Je nach Prozessablauf und technischen Anforderungen ist die Verpackungslinie durch die folgenden 5 Geräte verbunden:
(1)Eineautomatische Zufuhr + multifunktionale mMaschine;
(2)Automatische Laserschweißmaschine;
(3)Doppelseitiges Klebeband + L-förmiges Nickelblechbiegegerät + Schutzblechbiegemaschine;
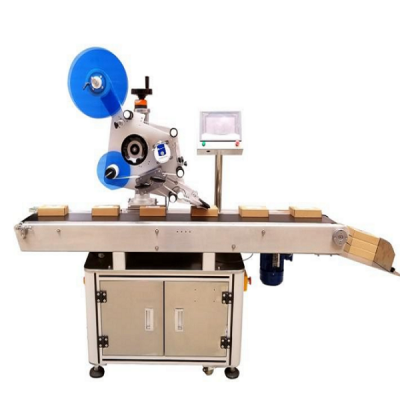
(4)Automatische Kopfklebemaschine.
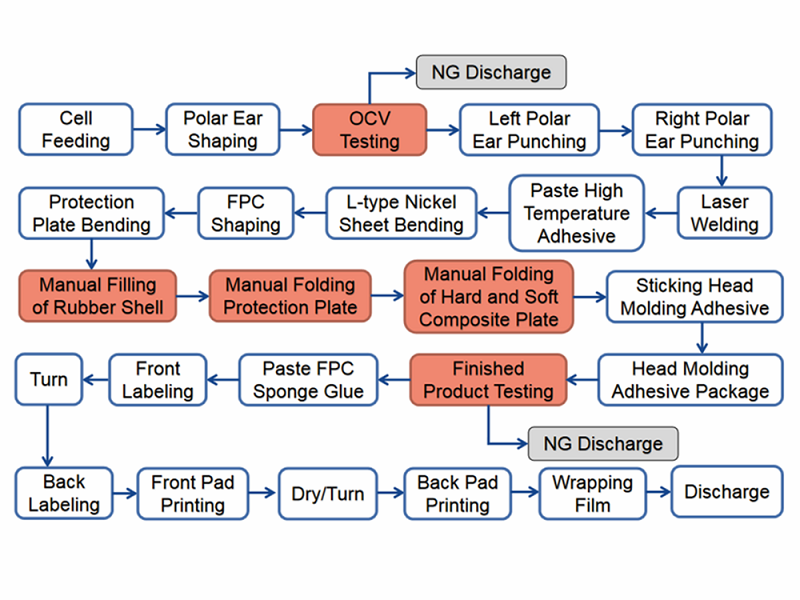
 2.Prozessablauf
2.Prozessablauf
3.Technische Parameter
1. Anwendbarer Bereich der Batteriegröße (Einheit: mm):
Länge: 40–130 mm (ohne Stangenösenlänge)
Breite: 30–70 mm
Dicke: 3–10 mm
Stollenlänge: 4-20 mm
2. Umgebungsbedingungen:
Luftdruck der Luftquelle: 0,5 ~ 0,6 MPa
Stromversorgungsspannung: 220 V, 50 Hz
Gesamtleistung: â¤15 kW
Flächenlagerverhältnis: â¤500 kg / M²
Umgebungstemperatur: 5ºC-50ºC
Luftfeuchtigkeit: 50 % - 90 %
3. Effizienz der Produktionslinie: â¥900 Stück/h
4. Geräteauslastungsrate: 98 %
5. Produktqualifizierungsrate: 98 %
6. Die Einspeise- und Entladerichtungen des Geräts müssen konsistent sein und das Ende des elektrischen Kerns muss zur Betriebsoberfläche des Geräts zeigen.
7. Prozessanwendbarkeit: Gilt für Softpack-Batterien mit dem gleichen Prozess.
8. Erfüllen Sie die Produktionssicherheitsanforderungen, einschließlich Produktsicherheit und Batteriesicherheit.
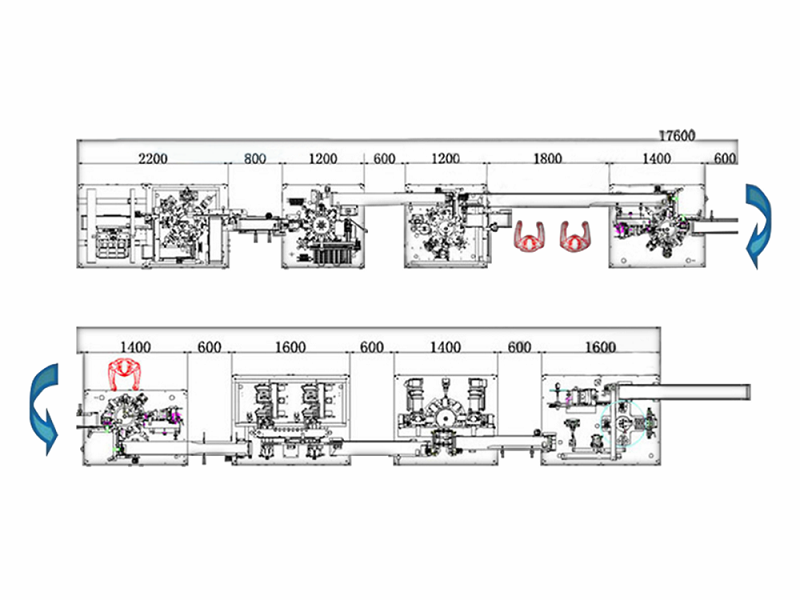
9. Gesamtabmessungen (ohne Montagelinie):
Drahtkörper: 9200 (lang)*1200 (Breite)*1900 (Höhe) mm
Montagelinienhöhe: 900 mm±50 mm
4.Gesamtgerätelayout und Geräte-Workflow-Beschreibung
Gesamtlayout des Linienkörpers:
Hinweis: Die Linie umfasst 4 Personen, von denen eine für das Lasermaschinenschutzgremium verantwortlich ist;
2 Personen sind für die Montage der Gummischale verantwortlich;
Eine Person ist für die Zuführung, Inspektion der gesamten Linie und den Austausch von Materialien wie Klebeband verantwortlich.
Funktions- und Aktionsanforderungen einzelner Geräte:
(1)Automatische Zuführung + Multifunktionsgerät:
1) Funktionsaktion
â Die Batterie wird automatisch über die Zuführmaschine vom Zuführfach zum Montageband der Zuführmaschine geladen und der Positionierungszylinder wird positioniert;
â¡ Der Schichtmanipulator greift die Batterie vom Montageband der Lademaschine zum Montageband für die Beschickung der Multifunktionsmaschine. Der Akku lässt sich um 90°drehen oder nach Belieben umdrehen;
⢠Der elektrische Kern gelangt durch die Zuführmontagelinie der Multifunktionsmaschine. Nachdem der elektrische Kern positioniert ist, wird er vom Zuführmanipulator zur Zuführstation des Drehtisches gegriffen;
⣠Der Drehtisch dreht sich im Uhrzeigersinn, um in die primäre Polohrformungsstation zur Polohrformung zu gelangen;
⤠Drehen Sie den Drehtisch im Uhrzeigersinn, um die Teststation zu betreten, testen Sie den Spannungsinnenwiderstand, scannen Sie den Code und laden Sie die Daten hoch;
⥠Der Drehtisch dreht sich im Uhrzeigersinn, um in die linke Laschenschneidestation zu gelangen und den linken Laschen zu schneiden;
⦠Der Drehtisch dreht sich im Uhrzeigersinn und gelangt in die Schneidestation des rechten Laschen, um den rechten Laschen zu schneiden;
⧠Der Drehtisch drehte sichim Uhrzeigersinns; Geben Sie die Registerkarte sekundäre plastische Chirurgie, plastische Polarohrchirurgie ein;
⨠Der Drehtisch dreht sich im Uhrzeigersinn, um in die Batterieentladestation zu gelangen, die Batterie zu entladen und sie zur Zuleitung des Geräts zu greifen; Die Zelle dreht sich um 90°und dann um 180°.
2) Technische Anforderungen
â Kapazität (UPH): â¥1200 Stück / h
â¡ Geräteauslastung: 98 %
⢠Qualifizierte Rate: 99,5 %
⣠Abweichungsbereich der Polschuh-Schnittlänge: ±0,2 mm
⤠Lebensdauer des Fräsers: 400.000 Mal
⥠Genauigkeit der Spannungsprüfung: ±0,01 % v. ±3dgtï¼Je nach Genauigkeit des Testers);
⦠Genauigkeit des Innenwiderstandstests: ±0,5 % v. ±5 dgtï¼Je nach Genauigkeit des Testers);
⧠Fehleinschätzungsrate: Sie muss 100 % bei Channel-OK-Produkten und â¤0,3 % bei Channel-NG-Produkten betragen;
⨠Scannen Sie den Code der Zelle, binden Sie die Testdaten und laden Sie sie hoch;
â© Das Material kann aus der gestapelten Kunststoff-Saugschale entnommen werden. Das Fach kann nicht mit dem Fach verbunden werden. Der Akku kann bei der Regenerierung nicht beschädigt werden. Das leere Fach wird nach der Materialentnahme automatisch entnommen und in einen Stapel sortiert;
⪠Gesamtabmessungen (ohne Montagelinie):
2200 (Länge)*1200 (Breite)*1900 (Höhe) mm.
â« Materialgröße:
Hinweis: TDie Last des Elektro-Kernlade-Hubtisches beträgt höchstens 40 kg.
|
Name |
Länge (mm) |
Breite (mm) |
Dicke (mm) |
RMarken |
|
Saugung Pelastischer TStrahl |
270-420 mm |
215-350 mm |
Stapelhöhe mehrerer Schichten ⤠250 mm |
Die Anzahl der elektrischen Zellen in jedem Panel beträgt 2-8 |
|
Batterie |
40-140mm |
35-80mm |
3-8mm |
|
3) Tastenkonfiguration
â Tester: Lanqi BK600A, 1 Satz
â¡ Scanpistole: Honeywell, 1 Satz
(2) Laserschweißmaschine:
1) Funktionsaktion
â Die Batterie gelangt über die Zuführmontagelinie in die Lasermaschine, wird vom Zuführmanipulator zur Sekundärpositionierung erfasst und die Batterie dreht sich um 90°;
â¡ Der Lademanipulator greift die Batterie von der Sekundärpositionierung zur Drehtisch-Ladestation und die Batterie dreht sich um 45°;
⢠Der Drehtisch dreht sich gegen den Uhrzeigersinn, um in die Polohrformstation zur Polohrformung zu gelangen;
⣠Der Drehtisch dreht sich gegen den Uhrzeigersinn und gelangt in die Zuführstation der Schutzplatte, um die Schutzplatte zu laden;
⤠Der Drehtisch dreht sich gegen den Uhrzeigersinn und gelangt in die Schutzplatten-Positionierungsstation, um die Schutzplatte zu positionieren;
⥠Der Drehtisch dreht sich gegen den Uhrzeigersinn, um in die Laserschweißstation zum Laserschweißen zu gelangen;
⦠Der Drehtisch dreht sich gegen den Uhrzeigersinn, um in die Batterie einzutreten
Entladestation, entladen Sie die Batterie und greifen Sie sie zur Zuleitung des Geräts.
2) Technische Anforderungen
â Kapazität (UPH): â¥1200 Stück/h;
â¡ Geräteauslastungsgrad: 98 %;
⢠Qualifizierte Rate: 99,5 %;
⣠Positionsgenauigkeit des Laserschweißens: ±0,02 mm;
⤠Überprüfen Sie die Schweißposition der Schutzplatte und der Elektrodenfahne des elektrischen Kerns sowie die Positionsgenauigkeit: ±0,1 mm;
⥠Vorabbeurteilung des Punktschweißens (Schweißen, wenn die Schutzplatte und der Elektrodenanschluss des elektrischen Kerns in Ordnung sind, und ohne Schweißen herausnehmen, wenn nicht in Ordnung);
⦠Schweißfestigkeitsstandard: Zugkraft von Nickel und Nickelmaterialienâ¥2 kgf, Zugkraft von Aluminium und Nickelmaterialien⥠0,6 kgf;
⧠Die positive und negative Ohrenergie des Laserschweißens kann separat eingestellt und frei umgeschaltet werden (Hinweis: Der Hersteller der Lasermaschine ist für diesen Punkt verantwortlich, und der Hersteller des Drahtkörpers ist für die Auslösung verantwortlich die Verbindung usw.);
⨠Gesamtabmessungen (ohne Montagelinie):
1200 (Länge)*1200 (Breite)*1900 (Höhe) mm.
â© Materialgröße:
|
Name |
Länge (mm) |
Breite (mm) |
Dicke (mm) |
Bemerkungen |
|
Schutzplatte |
25-80 mm |
FPC sackt um 5–30 mm ab |
0,6–1,2 mm |
|
(3)Doppelseitiges Klebeband + L-förmiges Nickelblechbiegegerät + Schutzplattenbiegemaschine:
1) Funktionsaktion
â Die Batterie gelangt über die Zuführmontagelinie in die doppelseitige Klebeband-, L-förmige Nickelblechbiege- und Schutzplattenbiegemaschine. Nachdem die Elektrozelle positioniert ist, wird sie vom Zuführmanipulator zur Drehteller-Ladestation gegriffen;
â¡ Drehen Sie den Drehtisch gegen den Uhrzeigersinn, um in die Klebestation zu gelangen und das Kleben des doppelseitigen Klebers an der Bechermündung abzuschließen;
⢠Der Drehtisch dreht sich gegen den Uhrzeigersinn und gelangt in die L-förmige Nickelblech-Biegestation, um das L-förmige Nickelblech zu biegen;
⣠Der Drehtisch dreht sich gegen den Uhrzeigersinn und gelangt in die Formstation, um das L-förmige Nickelblech so zu formen, dass es passt;
⤠Der Drehtisch dreht sich gegen den Uhrzeigersinn, um in die FPC-Formstation zu gelangen und den FPC zu formen;
⥠Der Drehtisch dreht sich gegen den Uhrzeigersinn, um in die Schutzplatten-Biegestation zu gelangen und die Schutzplatte um 90 ° zu biegen
⦠Der Drehtisch dreht sich gegen den Uhrzeigersinn und fährt in die Batterieentladestation ein. Die Batterieentladung wird vom Manipulator direkt an das Zuführband der Anlage weitergeleitet;
⧠Nachdem die Prozesse der manuellen Installation der Gummischale, des manuellen Faltens der Schutzplatte und des manuellen Faltens der weichen und harten Kombinationsplatte am Fließband manuell abgeschlossen wurden, fließt die Batterie in die Ausrüstung.
2) Technische Anforderungen
â Kapazität (UPH): â¥1000 Stück / h;
â¡ Geräteauslastungsgrad: 98 %;
⢠Qualifizierte Rate: 99,5 %;
⣠Innendurchmesser des doppelseitigen Klebezylinders (mm):â76;
⤠Klebegenauigkeit: ±0,25 mm;
⥠Biegewinkel: kleiner oder gleich 90;
⦠Der elektrische Kern, die Schutzplatte und ihre Komponenten müssen geschützt werden, um Schäden zu verhindern;
⧠Gesamtabmessungen (ohne Montagelinie):
1200 (Länge)*1200 (Breite)*1900 (Höhe) mm.
(4) Vollautomatische Kopfklebemaschine:
1) Aktionsfunktion
â Die Batterie gelangt über die Zufuhrleitung in die Kopfklebemaschine. Nachdem die Elektrozelle positioniert ist, wird sie vom Zuführmanipulator zur Drehteller-Ladestation gegriffen;
â¡ Drehen Sie den Drehtisch gegen den Uhrzeigersinn, um in die Kopfklebestation zu gelangen, und kleben Sie den Formkleber auf die Oberseite der Batterie;
⢠Drehen Sie den Drehtisch gegen den Uhrzeigersinn, um in die Klebewickelstation zu gelangen, und wickeln Sie die Ohren auf beiden Seiten des Formklebers auf der Rückseite der Batterie ein;
⣠Der Drehtisch dreht sich gegen den Uhrzeigersinn, um in die Leimwickelstation zu gelangen und die Oberseite des Kopfes zu umwickeln, wodurch Leim an der Rückseite der Batterie entsteht;
⤠Der Drehtisch dreht sich gegen den Uhrzeigersinn, um in die Batterieentladestation zu gelangen, die Batterie zu entladen und sie zur Zuleitung des Geräts zu greifen.
2) Technische Parameter
â Kapazität (UPH): â¥1100 Stück / h;
â¡ Geräteauslastung: 98 %;
⢠Qualifizierte Rate: 99,5 %;
⣠Innendurchmesser des doppelseitigen Klebezylinders (mm): â76;
⤠Klebegenauigkeit: ± 0,25 mm;
⥠Gesamtabmessungen (ohne Montagelinie):
1400 (Länge)*1200 (Breite)*1900 (Höhe) mm.
5.Allgemeine Anforderungen an die Ausrüstung
(1) Allgemeine Nutzungsanforderungen
1) Jede Stationsausrüstung kann unabhängigen Betrieb oder Bindungsbetrieb wählen und Daten entsprechend den Anforderungen jedes Moduls speichern.
2) Die Werkzeughalterung kann ausgetauscht werden und ist auf andere Produktmodelle anwendbar.
3) Leicht verschlissene Teile müssen separat austauschbar sein.
4) Für die Schrauben in den Stationen mit hoher Ausrüstungsaktivität und Festigkeit muss eine Anti-Rutsch-Behandlung durchgeführt werden, und an den Schraubenlöchern von Bakelit und anderen Teilen müssen Zahnspangen angebracht werden.
5) Vermeiden oder schützen Sie Teile, die den elektrischen Kern beschädigen können, z. B. durch Herunterfallen, Quetschen, Kratzen, Schweißen usw.
6) Die elektrostatische Behandlung der gesamten Ausrüstung muss den entsprechen
Anforderungen des Unternehmens und die Kontaktteile der Schutzplatte müssen aus antistatischen Materialien bestehen.
7) Jedes Gerät muss separat mit Beleuchtungseinrichtungen ausgestattet sein und es sind Energiesparlampen erforderlich.
8) Produktschutz und Qualitätskontrolle:
â Nicht niedriger als die Anforderungen des bestehenden manuellen Linienbetriebs (Einzelheiten finden Sie im Produktprozessflussdiagramm).
â¡ Der Vorgang erfordert, dass der Batterie-Barcode das Schließen der Karte ermöglicht, um fehlende Verarbeitung und den Ausfluss fehlerhafter Produkte zu vermeiden.
(2) Mechanische Sicherheitsanforderungen
1) Beachten Sie die nationalen Sicherheitsstandards und nationalen Sicherheits- und Gesundheitsvorschriften.
2) Die Ausrüstung muss mit guten und umfassenden Sicherheitsschutzmaßnahmen wie Schutznetz, fotoelektrischem Schutz, Schutzgitter und anderen Schutzvorrichtungen ausgestattet sein. Die rotierenden Teile, gefährlichen Teile und gefährlichen Teile an der Ausrüstung müssen mit Schutzvorrichtungen versehen sein.
3) Schutzvorrichtungen und andere Einrichtungen müssen verhindern, dass Bediener den gefährlichen Betriebsbereich betreten. Wenn Personal versehentlich den gefährlichen Bereich betritt, kann die Ausrüstung die entsprechende Schutzwirkung wahrnehmen, die wahrscheinlich keine Verletzungen des Personals verursacht, d. h. den Schutz Geräte müssen eine Verbindung und Verriegelung mit dem Gerätesteuerungssystem herstellen.
4) Bewegliche Teile und Komponenten, die häufig eingestellt und gewartet werden, müssen mit beweglichen Schutzabdeckungen ausgestattet sein. Gegebenenfalls muss eine Verriegelungsvorrichtung installiert werden, um sicherzustellen, dass bewegliche Teile nicht gestartet werden können, ohne dass die Schutzvorrichtung (einschließlich Schutzabdeckung, Schutztür usw.) geschlossen ist. Sobald die Schutzeinrichtung (einschließlich Schutzabdeckung, Schutztür usw.) geöffnet wird, stoppt das Gerät sofort automatisch.
5) Die Übertragung, Aktion, Strahlung und andere Teile der Ausrüstung müssen über gute Bildschirmschutzvorrichtungen verfügen.
6) Der Betätigungsmechanismus der Ausrüstung, wie Griff, Handrad und Zugstange, muss mit bequemen, sicheren und arbeitssparenden, klaren, vollständigen, festen und zuverlässigen Markierungen versehen sein.
(3) Elektrische Sicherheitsanforderungen
1) Das Steuerungssystem kann sicherstellen, dass die Energieversorgung der Ausrüstung im Falle einer Anomalie keine Gefahr darstellt und die Ausrüstung selbst nicht beschädigt wird oder Personal verletzt wird.
2) Das Steuerungssystem muss weit entfernt von brennbaren, explosiven Bereichen, Bereichen mit hoher Temperatur, hoher Luftfeuchtigkeit und starker Korrosion sein. Wenn dies unvermeidbar ist, müssen die erforderlichen Abschirmmaßnahmen getroffen werden und der Schaltschrank muss über gute Wärmeableitungsbedingungen verfügen. Die Steuerleitung muss sicherstellen, dass auch bei Ausfall oder Beschädigung der Leitung kein Schaden entsteht.
3) Das Steuersystem muss an einer Stelle angebracht werden, die für die Bedienung und Beobachtung durch den Bediener geeignet ist. Das Gerät ist entsprechend den spezifischen Bedingungen mit den erforderlichen Not-Aus-Tasten ausgestattet. Der Not-Aus-Mechanismus muss selbsthemmend sein und seine Betriebsfarbe ist rot. Wenn eine Hintergrundfarbe vorhanden ist, muss die Hintergrundfarbe Schwarz sein. Die Betätigungsteile des knopfbetätigten Schalters müssen vom Typ mit Handdruck oder Pilzkopf sein.
4) Elektrisches Steuerungssystem der Ausrüstung: mit Überlastschutz und Kurzschlussschutzfunktionen.
5) Während der Inspektion, Einstellung und Wartung muss verhindert werden, dass die Produktionsausrüstung, die den Gefahrenbereich überwachen muss, oder Teile des menschlichen Körpers in den Gefahrenbereich hineinragen, fehlerhaft gestartet werden kann. Wenn das Gerät aufgrund eines unbeabsichtigten Starts die persönliche Sicherheit gefährden kann, müssen obligatorische Sicherheitsschutzvorrichtungen konfiguriert werden, um einen unbeabsichtigten Start zu verhindern.
6) Wenn die Stromversorgung versehentlich unterbrochen und dann wieder eingeschaltet wird, muss das Gerät in der Lage sein, einen gefährlichen Betrieb zu vermeiden.
7) Das dreiphasige Fünfleiter-Stromversorgungssystem wird übernommen, und die Schutzmaßnahmen für den Neutralleiteranschluss werden für das Gerätegehäuse übernommen.
8) Während des Betriebs des Geräts, wenn eine Komponente ausfällt oder defekt ist
beschädigt, das Gerät selbst verfügt über entsprechende Schutzmaßnahmen, die keinen größeren Schaden am Gerät selbst verursachen oder dem Bediener schaden können. Zu den Schutzmaßnahmen gehören hauptsächlich: Aktionslaufzeitschutz: Wenn die tatsächliche Laufzeit einer Aktion den Normalwert überschreitet, wird ein Alarm ausgelöst. Fehlbedienungsschutz: Aufgrund der laxen Abdichtung und Druckentlastung der Rohrleitung muss ein Alarm ausgelöst werden, wenn die Teile, die nicht in Betrieb sein sollten, in Aktion treten.
9) Es gibt Maßnahmen, um Drahtverschleiß um den Ausgang des Verteilerschranks herum zu verhindern, und in der Mitte der Stromleitung befindet sich kein Stecker.
6.Marke und Packliste wichtiger Teile
(1) Marken wichtiger Teile:
|
NEIN. |
Standardteilekategorie |
Beschreibung der Funktions- und Markenbeschränkungen |
|
1 |
Rahmen |
Einbrennbehandlung der Oberflächenfarbe |
|
2 |
Große Tafel |
Die Oberfläche muss mit einer Dicke von 20 mm galvanisiert werden |
3 |
Bearbeitete Teile |
Sandstrahlen und Oxidationsbehandlung für Aluminiumteile und Galvanisierungsbehandlung für Eisenteile |
|
4 |
Mensch-Maschine |
Marke auf Vilon beschränkt |
|
5 |
SPS |
Omron gewährt drei Jahre Garantie und reserviert 10 % der Ports |
|
6 |
Stromversorgung |
Omron, Delta, Mingwei und andere Schaltnetzteile |
|
7 |
Sensor |
Panasonic, Kearns, Omron |
|
8 |
Zubehör für elektrische Steuerungen |
Verdrahtungsschienen und andere elektrische Teile müssen mindestens von inländischen Qualitätsmarken sein |
|
9 |
Schütz |
Schneider, Omron |
|
10 |
Schaltfläche |
Schneider, Omron |
|
11 |
Normaler Motor |
Xintaichuang |
|
12 |
Schrittmotor |
Reyes |
|
13 |
Servomotor |
Panasonic, Fuji |
|
14 |
E/A-Karte |
Lesai, Ni, Gugao |
|
15 |
Gewöhnlicher Zylinder |
Yadeke, SMC |
|
16 |
Stangenloser Zylinder |
Yadeke, SMC |
|
17 |
Magnetventil |
Yadeke |
|
18 |
Gasquellen-Behandlungskombination |
Yadeke |
|
19 |
Lager oder Linearlager |
Mismi, NSK, THK und andere Marken |
|
20 |
Anleitung |
Shanghai Bank, THK und andere Marken |
|
21 |
Linearmodul |
Shanghai-Silber, Mismi und andere Marken |
|
22 |
Strukturelle Normteile |
Shanghai-Silber, Mismi und andere Marken |
|
23 |
IPC |
Yanxiang |
|
24 |
Monitor |
Philips |
(2) Packliste
|
NR. |
Name |
Menge |
Bemerkungen |
|
1 |
Packliste |
1 Exemplar |
|
|
2 |
Konformitätsbescheinigung |
1 Exemplar |
|
|
3 |
Bedienungsanleitung |
2 Exemplare |
|
|
4 |
Bearbeitungszeichnung gefährdeter Teile |
1 Exemplar |
|
|
5 |
Elektrisches Schaltbild |
2 Exemplare |
Elektronische Akte |
|
6 |
Schematisches Diagramm der E/A-Verbindung |
2 Exemplare |
|
|
7 |
Gerätewartungshandbuch |
1 Exemplar |
|
|
8 |
Liste der gefährdeten Teile |
1 Exemplar |
Elektronische Akte |









1 Standard-Exportpaket: Interner Antikollisionsschutz, externe Export-Holzkistenverpackung.
2 Versand per Express, auf dem Luftweg, auf dem Seeweg entsprechend den Anforderungen der Kunden, um den am besten geeigneten Weg zu finden.
3 Wir sind für den Schaden während des Versandvorgangs verantwortlich und tauschen den beschädigten Teil kostenlos für Sie aus.

Kategorien

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588
Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588
Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588

Verkaufsleiter:David E-Mail:David@tmaxcn.com Wechat:18659217588
Automatic Production Equipment of Polymer Battery for Mobile Phone Battery Pack Production Line 1.Equipment Function Introduction The automatic production line is mainly used to complete the mobile phone battery pack production process. The process flow includes: 1)Polymer battery tab shaping , 2)OCV test, 3)Battery tab cutting, 4)Welding, 5)Double-sided adhesive pasting, 6)BMS bending, 7)Adhesive pasting and forming, 8)Finished battery testing; 9)FPC sponge adhesive pasting. According to the process flow and technical requirements, the pack line is connected by the following 5 equipment: (1)Automatic feeding + multifunctional machine; (2)Automatic laser welding machine; (3)Double sided adhesive tape + L-shaped nickel sheet bending + protective plate bending machine; (4)Automatic head adhesive machine. 2.Process Flow 3.Technical Parameters 1. Applicable Range of Battery Size (unit: mm): Length: 40-130mm (Excluding pole lug length) Width: 30-70mm Thickness: 3-10mm Lug length: 4-20mm 2. Environmental Conditions: Air Pressure of Air Source: 0.5 ~ 0.6 MPa Power Supply Voltage: 220V, 50Hz Total Power: ≤15kw Area Bearing Ratio: ≤500kg / M² Ambient Temperature: 5ºC-50ºC Humidity: 50% - 90% 3. Production Line Efficiency: ≥900pcs / h 4. Equipment Utilization Rate: > 98% 5. Product Qualification Rate: > 98% 6. The feeding and discharging directions of the equipment shall be consistent, and the tail of the electric core shall face the equipment operation surface. 7. Process Applicability: Applicable to soft pack batteries with the same process. 8. Meet safety production requirements, including product safety and battery safety. 9. Overall Dimension (Excluding assembly line): Wire body: 9200 (Long)*1200 (Width)*1900 (Height) mm Assembly Line Height: 900mm±50mm 4.Overall Equipment Layout and Equipment Workflow Description Overall Layout of Line Body: Note: the line includes 4 persons, one of whom is responsible for the laser machine protection board; 2 persons are responsible for installing the rubber shell; One person is responsible for feeding, inspecting the whole line and replacing materials such as tape. Function and Action Requirements of Single Equipment: (1)Automatic Feeding + Multifunction Machine: 1) Functional Action ① The battery is automatically loaded from the feeding tray to the assembly line of the feeding machine through the feeding machine, and the positioning cylinder is positioned; ② The shift manipulator grabs the battery from the loading machine assembly line to the multi-function machine feeding assembly line. The battery can be rotated by 90°or turned over at will; ③ The electric core enters through the feeding assembly line of the multi-function machine. After the electric core is positioned, it is grabbed to the feeding station of the rotary table by the feeding manipulator; ④ The rotary table rotates clockwise to enter the primary pole ear shaping station for pole ear shaping; ⑤ Rotate the rotary table clockwise to enter the test station, test the voltage internal resistance, scan the code and upload the data; ⑥ The rotary table rotates clockwise to enter the left tab cutting station to cut the left tab; ⑦ The rotary table rotates clockwise and enters the cutting station of the right tab to cut the right tab; ⑧ The rotary table rotates clockwise; Enter tab secondary plastic surgery, polar ear plastic surgery; ⑨ The rotary table rotates clockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment; The cell rotates 90°and then turns 180°. 2) Technical Requirements ① Capacity (UPH): ≥1200pcs / h ② Equipment utilization rate: > 98% ③ Qualified rate: > 99.5% ④ Deviation range of pole lug cutting length: ±0.2mm ⑤ Cutter life ≥400000 times ⑥ Voltage test accuracy:±0.01% rdg. ±3dgt(According to the accuracy of the tester); ⑦ Internal resistance test accuracy:±0.5% rdg.±5dgt(According to the accuracy of the tester); ⑧ Misjudgment rate: it must be 100% in channel OK products and≤0.3% in channel ng products; ⑨ Scan the code of the cell, bind and upload the test data; ⑩ The material can be taken from the stacked plastic suction tray. The tray cannot be connected with the tray. The battery cannot be damaged during the reclaiming process. The empty tray after taking the material will be removed automatically and sorted into a stack; ⑪ Overall dimension (excluding assembly line): 2200 (Length)*1200 (Width)*1900 (Height) mm. ⑫ Material size: Note: The load of electric core loading lifting table is less than or equal to 40kg. Name Length (mm) Width (mm) Thickness (mm) Remarks Suction Plastic Tray 270-420 mm 215-350 mm Stacking height of multiple layers ≤ 250mm The number of electric cells in each panel is 2-8 Battery 40-140mm 35-80mm 3-8mm 3) Key Configuration ① Tester: Lanqi BK600A, 1 set ② Scanning gun: Honeywell, 1 set (2) Laser Welding Machine: 1) Functional Action ① The battery enters the laser machine through the feeding assembly line, is grasped by the feeding manipulator to the secondary positioning, and the battery rotates 90°; ② The loading manipulator grabs the battery from the secondary positioning to the turntable loading station, and the battery rotates 45°; ③ The rotary table rotates counterclockwise to enter the pole ear shaping station for pole ear shaping; ④ The rotary table rotates counterclockwise and enters the feeding station of the protection plate to load the protection plate; ⑤ The rotary table rotates counterclockwise and enters the protection plate positioning station to position the protection plate; ⑥ The rotary table rotates counterclockwise to enter the laser welding station for laser welding; ⑦ The rotary table rotates counterclockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment. 2) Technical Requirements ① Capacity (UPH): ≥1200pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Position accuracy of laser welding: ±0.02mm; ⑤ Check the welding position of the protective plate and the electrode lug of the electric core, and the position accuracy: ±0.1mm; ⑥ Pre judgment of spot welding (weld when the protective plate and the electrode lug of the electric core are placed OK, and pick them out without welding when NG); ⑦ Welding firmness standard: tensile force of nickel and nickel materials≥2kgf, tensile force of aluminum and nickel materials≥0.6kgf; ⑧ The positive and negative ear energy of laser welding can be set separately and switched freely (Note: the laser machine manufacturer is responsible for this item, and the wire body manufacturer is responsible for triggering the connection, etc.); ⑨ Overall dimension (excluding assembly line): 1200 (Length)*1200 (Width)*1900 (Height) mm. ⑩ Material size: Name Length (mm) Width (mm) Thickness (mm) Remarks Protective Plate 25-80 mm FPC sagging 5-30 mm 0.6-1.2mm (3)Double Sided Adhesive Tape + L-shaped Nickel Sheet Bending + Protective Plate Bending Machine: 1) Functional Action ① The battery enters the double-sided adhesive tape + L-shaped nickel sheet bending + protective plate bending machine through the feeding assembly line. After the electric cell is positioned, it is grabbed to the turntable loading station by the feeding manipulator; ② Rotate the rotary table counterclockwise to enter the gluing station to complete the gluing of double-sided adhesive at the cup mouth; ③ The rotary table rotates counterclockwise and enters the L-shaped nickel sheet bending station to bend the L-shaped nickel sheet; ④ The rotary table rotates counterclockwise and enters the shaping station to shape the L-shaped nickel sheet to ensure the fit; ⑤ The rotary table rotates counterclockwise to enter the FPC shaping station to shape the FPC; ⑥ The rotary table rotates counterclockwise to enter the protective plate bending station and bend the protective plate 90 ° ⑦ The rotary table rotates counterclockwise and enters the battery discharge station. The battery discharge is directly grabbed by the manipulator to the feeding assembly line of the equipment; ⑧ After manually completing the processes of manually installing rubber shell, manually folding protective plate and manually folding soft and hard combination plate on the assembly line, the battery flows into the equipment. 2) Technical Requirements ① Capacity (UPH): ≥1000pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Inner diameter of double-sided adhesive cylinder (mm):∅76; ⑤ Gluing accuracy: ±0.25mm; ⑥ Bending angle: less than or equal to 90; ⑦ The electric core, protective plate and its components shall be protected to prevent damage; ⑧ Overall dimension (excluding assembly line): 1200 (Length)*1200 (Width)*1900 (Height) mm. (4) Full Automatic Head Gluing Machine: 1) Action Function ① The battery enters the head gluing machine through the feeding line. After the electric cell is positioned, it is grabbed to the turntable loading station by the feeding manipulator; ② Rotate the rotary table counterclockwise to enter the head gluing station and stick the forming glue on the upper surface of the battery; ③ Rotate the rotary table counterclockwise to enter the glue wrapping station and wrap the ears on both sides of the molding glue on the back of the battery; ④ The rotary table rotates counterclockwise to enter the glue wrapping station and wrap the top of the head forming glue to the back of the battery; ⑤ The rotary table rotates counterclockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment. 2) Technical Parameters ① Capacity (UPH): ≥1100pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Inner diameter of double-sided adhesive cylinder (mm): ∅76; ⑤ Gluing accuracy: ± 0.25mm; ⑥ Overall dimension (excluding assembly line): 1400 (Length)*1200 (Width)*1900 (Height) mm. 5.General Requirements for Equipment (1) General Use Requirements 1) Each station equipment can select independent operation or binding operation and save data according to the requirements of each module. 2) The tooling fixture can be replaced and is applicable to other models of products. 3) Easily worn parts must be replaceable separately. 4) Anti skid treatment must be carried out for the screws in the stations with high equipment activity and strength, and dental braces shall be installed on the screw holes on bakelite and other parts. 5) Avoid or protect the parts that can damage the electric core, such as falling, crushing, scratching, welding, etc. 6) The electrostatic treatment of the whole equipment shall meet the requirements of the company, and the contact parts of the protective plate shall be made of anti-static materials. 7) Each equipment shall be equipped with lighting facilities separately, and energy-saving lamps are required. 8) Product protection and quality control: ① Not lower than the requirements of existing manual line operation (see product process flow chart for details). ② The operation process requires that the battery bar code is bound to realize card closing to avoid missing processing and outflow of defective products. (2) Mechanical Safety Requirements 1) Comply with national safety standards and national safety and health regulations. 2) The equipment shall be provided with good and comprehensive safety protection measures, such as protective net, photoelectric protection, protective grating and other protective devices. The rotating parts, dangerous parts and dangerous parts on the equipment shall be provided with protective devices. 3) Protective devices and other facilities shall prevent operators from entering the operation dangerous area, or when personnel enter the dangerous area by mistake, the equipment can perceive the corresponding protective action, which is unlikely to cause injury to personnel, that is, the protective devices shall realize linkage and interlock with the equipment control system. 4) Movable parts and components that are frequently adjusted and maintained shall be equipped with movable protective covers. If necessary, interlocking device shall be installed to ensure that movable parts cannot be started without closing the protective device (including protective cover, protective door, etc.); Once the protective device (including protective cover, protective door, etc.) is opened, the equipment shall stop automatically immediately. 5) The transmission, action, radiation and other parts of the equipment shall have good screen protection devices. 6) The operating mechanism of the equipment, such as handle, hand wheel and pull rod, shall be set with convenient operation, safety and labor saving, clear, complete, firm and reliable marks. (3) Electrical Safety Requirements 1) The control system can ensure that the energy supply of the equipment will not cause danger in case of abnormality, and the equipment itself will not be damaged or hurt personnel. 2) The control system shall be far away from flammable, explosive, high temperature, high humidity and high corrosion areas. If it is unavoidable, necessary shielding measures shall be set, and the control cabinet shall have good heat dissipation conditions. The control line shall ensure that it will not cause harm even if the line fails or is damaged. 3) The control system shall be placed at the position convenient for operation and observation by the operator. The equipment is equipped with necessary emergency stop buttons according to specific conditions. The emergency stop mechanism must be self-locking, and its operation color is red. If there is a background color, the background color shall be black. The operating parts of button operated switch shall be palm push type or mushroom head type. 4) Electrical control system of equipment: with overload protection and short circuit protection functions. 5) During inspection, adjustment and maintenance, the production equipment that needs to observe the dangerous area or parts of the human body need to extend into the dangerous area must be prevented from misstartup. When the equipment may endanger personal safety due to accidental start, mandatory safety protection devices must be configured to prevent accidental start. 6) When the energy is cut off accidentally and then switched on again, the equipment must be able to avoid dangerous operation. 7) The three-phase five wire power supply system is adopted, and the protective neutral connection measures are adopted for the equipment shell. 8) During the operation of the equipment, when a component fails or is damaged, the equipment itself has corresponding protective measures, which can not cause greater damage to the equipment itself or harm the operator. Protection measures mainly include: action running time protection: when the actual running time of an action exceeds the normal value, it will give an alarm; Misoperation protection: due to the lax sealing and pressure relief of the pipeline, there shall be an alarm when the parts that should not act act act. 9) There are measures to prevent wire wear around the outlet of the distribution cabinet, and there is no connector in the middle of the power line. 6.Brand and Packing List of Important Parts (1) Brands of Important Parts: NO. Standard Part Category Description of Function and Brand Restrictions 1 Frame Surface paint baking treatment 2 Big Board The surface shall be electroplated with a thickness of 20mm 3 Machined Parts Sand blasting and oxidation treatment for aluminum parts and electroplating treatment for iron parts 4 Man-Machine Brand limited to vialon 5 PLC Omron has a three-year warranty and reserves 10% ports 6 Power Supply Omron, Delta, Mingwei and other switching power supplies 7 Sensor Panasonic, Kearns, Omron 8 Electric Control Accessories Wiring bar and other electrical parts shall be at least domestic high-quality brands 9 Contactor Schneider, Omron 10 Button Schneider, Omron 11 Ordinary Motor Xintaichuang 12 Stepper Motor Reyes 13 Servo Motor Panasonic, Fuji 14 I / O Board Lesai, Ni, Gugao 15 Ordinary Cylinder Yadeke, SMC 16 Rodless Cylinder Yadeke, SMC 17 Solenoid Valve Yadeke 18 Gas Source Treatment Combination Yadeke 19 Bearing or Linear Bearing Mismi, NSK, THK and other brands 20 Guide Shanghai Bank, THK and other brands 21 Linear Module Shanghai silver, Mismi and other brands 22 Structural Standard Parts Shanghai silver, Mismi and other brands 23 IPC Yanxiang 24 Monitor Philips (2) Packing List NO. Name Quantity Remarks 1 Packing List 1 copy 2 Certificate of Conformity 1 copy 3 Operation Manual 2 copies 4 Machining Drawing of Vulnerable Parts 1 copy 5 Electrical Schematic Diagram 2 copies Electronic file 6 Schematic Diagram of IO Connection 2 copies 7 Equipment Maintenance Manual 1 copy 8 List of Vulnerable Parts 1 copy Electronic file 1. We supply machines with battery technology support. 2. We supply full set of lithium battery equipment for lab research, pilot scale research and production line. 1 Standard exported package: Internal anticollision protection, external export wooden box packaging. 2 Shipping by express, by air, by sea according to customers' requirements to find the most suitable way. 3 Responsible for the damage during the shipping process, will change the damage part for you for free.

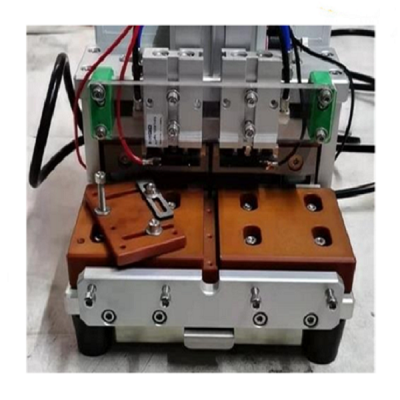
5V 10A 256 Channel Grading Machine for Pouch Cell I. Equipment Configuration List No. Category Product Name Model Quantity Remark 1 Cell Grading Equipment Pouch Cell Grading Machine TMAX-XL6512LK-5V6A 1 set 256CH5V10A 2 Accessories Communication Accessories Communication cables / RJ45 plugs, etc. Several Suitable for on-site connection II. Equipment Scope and Function 1) Equipment Application Scope: Mainly used for cell formation and capacity grading. It is suitable for specific cell types (cell size drawings provided by the user). Cell size: 170 mm × 70 mm (customization available for larger sizes). 2) Supported Test Functions: Constant current charging, constant current–constant voltage charging, constant current discharging, resting, etc. III. Process Flow Diagram Manual loading → Send process step → Process completion → Manual unloading IV. Equipment Description 1) Open-frame structure with four doors, 8 layers each, totaling 32 fixture trays. 2) Each tray holds 16 cells (16 channels), totaling 512 channels. 3) The equipment contacts the positive and negative poles of the cells for charge/discharge testing. V. Environmental Requirements 1) Power supply: AC 380V ±10%, 50Hz ±5%, max cabinet input power: 20KW (512CH) 2) Ambient temperature: 0–40°C 3) Ambient humidity: ≤75% R.H (no condensation) 4) Environment: No strong vibration, no corrosive or flammable/explosive gases 5) ESD protection: Grounding required with independent grounding port Ⅵ. Technical Parameters No. Item Specification 1 Channel Control Mode Whole-machine start testing 2 Voltage Per-channel voltage range Charge: 10 mV ~ 5000 mV Accuracy ±(0.05%RD + 0.05%FS) Resolution 1 mV Minimum discharge voltage 2000 mV 3 Current Per-channel current range Charge: 10 mA ~ 10000 mA; Discharge: –10 mA ~ –10000 mA Accuracy ±(0.05%RD + 0.05%FS) Resolution 1 mA 4 Time Step time range 1–1000 min/step, accuracy ±0.1% 5 Data Save interval Δt: 1–999 min; ΔU: 10 mV; ΔI: 10 mA Statistics Open-circuit voltage, average voltage, working time, current, capacity, platform capacity per step; detailed curves and data for each step; number of cells in each capacity segment 6 Charging Charging modes Constant current (CC), Constant current–constant voltage (CC-CV) Cut-off conditions Voltage, current, relative time, capacity 7 Discharging Discharging mode Constant current (CC) discharge Cut-off conditions Voltage, current, relative time, capacity 8 Cycle Cycle measurement range 1–32 cycles Steps per cycle 16 9 Curve Display Current curve, voltage curve, capacity curve 10 Protection Software protection Power-off data protection; configurable safety limits: low/high voltage, low/high current, capacity upper limit Hardware protection Anti-reverse-connection protection module 11 Voltage & Current Sampling Four-wire connection 12 Noise Level < 75 dB (measured at 1000 mm) 13 Communication (Host PC) CAN communication 14 Data Output Excel, PDF, graphs 15 Accuracy Temperature Range 25 ± 3°C 16 Sorting Function Yes; supports hardware LED sorting and software sorting 17 Inspection Speed 9 s 18 Equipment Failure Rate ≤ 2% 19 Offline Protection Automatically pauses when communication is lost; resumes after confirmation via PC command 20 Appearance Color International standard warm gray 1C Ⅶ. Equipment Appearance Item Description Equipment Dimensions (For reference only, subject to the actual machine) Size (mm) L: 1600 mm W: 550 mm H: 1850 mm Cell Layout Cells are placed horizontally on trays. Material Loading Method Total 64 trays; each tray holds 4 cells; total machine capacity: 256 cells. Clamping Method Manual clamping Cooling System Air cooling with axial fans for heat dissipation 2. Clamp Clamp
Bei Fragen zu unseren Produkten oder zur Preisliste wenden Sie sich bitte an uns. Wir werden uns innerhalb von 24 Stunden mit Ihnen in Verbindung setzen.
© Copyright: 2026 Xiamen Tmax Battery Equipments Limited Alle Rechte vorbehalten.

IPv6 Netzwerk unterstützt

















